Инструкция на оборудование Пресс для вырубки и тиснения ZHTJ-1100
ZHTJ-1100
ПРЕСС ДЛЯ ВЫРУБКИ И ТИСНЕНИЯ
РУКОВОДСТВО ПОЛЬЗОВАТЕЛЯ
СОДЕРЖАНИЕ
1. ИСПОЛЬЗОВАНИЕ
2. ТЕХНИЧЕСКИЕ ХАРАКТРЕРИСТИКИ
3. УСЛОВИЯ РАБОТЫ
4. ПОДЪЕМ, ТРАНСПОРТИРОВКА И ХРАНЕНИЕ
5. ПРИНЦИП КОНСТРУКЦИИ И ТРАНСМИССИИ
6. МОНТАЖ И НАСТРОЙКА
7. СМАЗКА
8. ПОДШИПНИКИ
9. РУКОВОДСТВО ПО ЭЛЕКТРОЭКСПЛУАТАЦИИ
10. СПИСОК ЛЕГКО ЛОМАЮЩИХСЯ ДЕТАЛЕЙ
11. ЭЛЕКТРИЧЕСКИЕ СХЕМЫ И СПИСОК ЭЛЕКТРОЭЛЕМЕНТОВ
1. ИСПОЛЬЗОВАНИЕ
Этот пресс для вырубки и тиснения – специальное оборудование для вырубки и тиснения на различных видах картона, гофрокартона, пластиках, коже, фольге с разным рисунком, бумажных коробках и тому подобное.
Как высокотехнический продукт, пресс для вырубки и тиснения обладает высокой точностью, большой печатающей и вырубной мощностью, надежен, удобен в настройке и работе.
2. ТЕХНИЧЕСКИЕ ХАРАКТРЕРИСТИКИ ПРЕССА ДЛЯ ВЫРУБКИ И ТИСНЕНИЯ
Название станка: пресс для вырубки и тиснения
Модель: ZHTJ-1100
Максимальный размер листа: 1100х800 (мм)
Максимальный размер вырубки: 1080х780 (мм)
Максимальное давление вырубки: 140х104 (N)
Машинная скорость: 24 (раз в минуту)
Мощность двигателя: 5.5 (кВ)
Мощность нагревательных элементов: 4х3 кВ
Температура: 0 – 200 (С)
Максимальный внешний диаметр фольги: 80 (мм)
Максимальная протяжка: 820 (мм)
Максимальная погрешность протяжки: +- 1 (мм)
Габариты: 2240х1500х1800 (мм)
Вес: 5000 (кг)
3. УСЛОВИЯ РАБОТЫ ПРЕССА ДЛЯ ВЫРУБКИ И ТИСНЕНИЯ
Напряжение сети: 380В +- 10%
Частота напряжения: 50Гц +- 1%
Температура окружающей среды: 5°С - 40°С
Относительная влажность: <=50%
Высота: не выше 1000м от уровня моря.
4. ПОДЪЕМ, ТРАНСПОРТИРОВКА И ХРАНЕНИЕ ПРЕССА ДЛЯ ВЫРУБКИ И ТИСНЕНИЯ
4.1 Следует уделить внимание при подъеме, транспортировке и хранении.
Когда пресс для вырубки и тиснения транспортируется в упаковке, пожалуйста, учитывайте позицию центра тяжести, отмеченную на упаковке. Это поможет избежать перекоса.
Когда пресс для вырубки и тиснения устанавливается без упаковки, поднимайте его за рым-болт при помощи стального кабеля. См. рисунок 1.
При перевозке на большие расстояния пресс для вырубки и тиснения следует установить и закрепить на поддоне. Необходимо, чтобы во время перевозки пресс для вырубки и тиснения оставался в зафиксированном положении.
Раскачивание недопустимо, так как оно может повлиять на точность и другие функции машины.
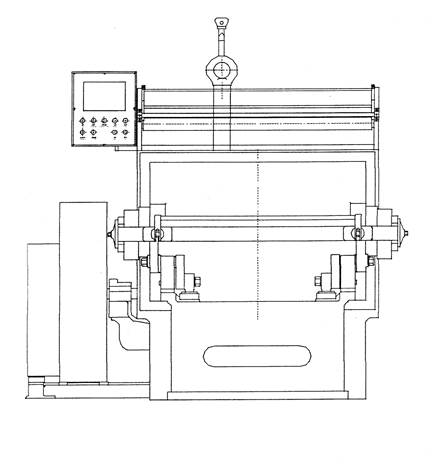
Рисунок 1
4.2 Внимание при хранении
4.2.1 Для длительного хранения все некрашеные детали пресса для вырубки и тиснения необходимо законсервировать специальными смазочными материалами. Это поможет защитить их от ржавчины.
4.2.2 Пресс для вырубки и тиснения необходимо хранить в месте, где нет вибраций. Иначе это может повлиять на функции пресса для вырубки и тиснения.
4.2.3 Пресс для вырубки и тиснения нужно хранить в сухом месте для предотвращения ржавления металлических деталей из-за высокой влажности.
4.2.4 Пресс для вырубки и тиснения следует хранить в чистом месте, для того, чтобы посторонние предметы не попадали в пресс для вырубки и тиснения, что может привести к порче пресса для вырубки и тиснения.
4.2.5 Необходимо хранить пресс для вырубки и тиснения в месте с нормальной температурой. Слишком высокие или низкие температуры могут стать причиной деформации деталей, что повлияет на точность работы.
5. ПРИНЦИП КОНСТРУКЦИИ И ТРАНСМИССИИ ПРЕССА ДЛЯ ВЫРУБКИ И ТИСНЕНИЯ
Пресс для вырубки и тиснения состоит из корпуса, подвижной плиты, электромагнитной муфты, системы трансмиссии, системы блокировок, системой подачи фольги, заключного устройства и нагревочной плиты. Подробную информацию вы найдете на рисунке 2.
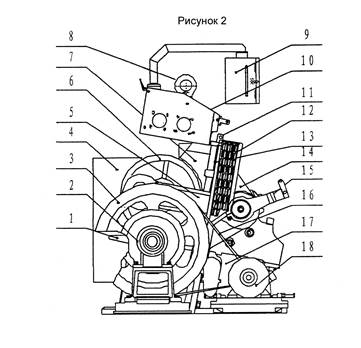
Рисунок 2
1. Спец. ключ для ручного движения плиты (выведение из клина). 2. Электромагнитная муфта. 3. Маховик. 4. Электрический ящик. 5. Тяга. 6. Большая шестерня. 7. Станина (неподвижная плита). 8. Рым-болт. 9. Пульт управления. 10. Механизм протяжки фольги. 11. Заключное устройство (заменяется п.13). 12. Устройство безопасности. 13. Нагревочная плита (заменяется п.11). 14. Подвижная плита. 15. Ручка для снятия давления (холостой ход). 16. Ремни привода. 17. Нижняя часть станины. 18. Мотор.
Принцип работы следующий:
Мотор приводит в движение маховик 3, который в свою очередь двигает ось через электромагнитную муфту 2, маленькая шестерня вращает большую 6. Эксцентрично закрепленная ось большой шестерни приводит в движение тягу 5 и приводит в движение подвижную плиту 14.
Тиснение: шаговый двигатель приводит в действие устройство для протяжки фольги. В механизме для протяжки фольги предусмотрено устройство натяжения фольги и устройство для наматывания, использованного материала.
6. МОНТАЖ И НАСТРОЙКА ПРЕССА ДЛЯ ВЫРУБКИ И ТИСНЕНИЯ
6.1 Залейте фундамент, аккуратно поместите пресс для вырубки и тиснения на фундамент. Укрепите пресс для вырубки и тиснения 4-мя анкерными болтами. Закрепите анкерными болтами площадку для крепления двигателя, и опору подшипника ведущего вала со стороны маховика. Затягивая регулирующий болт площадки для опорного подшипника, не допускайте изгиба основной оси. Для этого необходимо пользоваться строительным уровнем. После этого поместите уровень на маховик. Разница между двумя измерениями должна быть около 0.2 мм. Зазор между нижней частью пресса для вырубки и тиснения и основанием следует заполнить раствором. Вы можете закрутить болты основания после того, как цемент затвердеет. Проверьте все детали еще раз, уберите уровень, сотрите антикоррозийное масло и закройте кожух маховика. Уберите рым-болт. Подсоедините питание и уберите стяжку между подвижной и неподвижной плитой.
6.2 Подготовка к работе
До того, как пресс для вырубки и тиснения начнет работать, смажьте все смазочные позиции отдельно в соответствии с пунктом 7. Проверьте, все подвижные части установки должны быть чистыми и убедитесь в том, что все узлы в нормальном ходовом состоянии. Нажмите кнопку “Старт”.
Во время работы мотора посмотрите, совпадает ли направление движения маховика со стрелкой на кожухе привода шкива. Если нет, просто отключите питание и поменяйте две из трех линий напряжения (L1, L2, L3).
После того, как мотор достиг рабочей скорости, нажмите кнопку “Операция” для того, чтобы пресс для вырубки и тиснения начал работать вхолостую. Нажмите кнопку “Стоп”, чтобы проверить, может ли пресс для вырубки и тиснения остановиться немедленно, надежны ли устройство безопасности и педаль тормоза. Их функции должны быть такими же, как и у кнопки “Стоп”. После одного часа работы проверьте, есть ли нагрев в узлах вращения. Если есть, решите эту проблему.
6.3 Проверка давления
После проверки работы машины без нагрузки остановите подвижную плиту в открытом положении. Вставьте штанцформу в заключное устройство на неподвижной плите и поместите материал на подвижную плиту. Выполните один цикл подвижной плиты, остановите пресс для вырубки и тиснения и проверьте, есть ли видимый отпечаток на материале. Если он не появился, необходимо уменьшить рабочий зазор. Для этого опустите ручку снятия давления (15) и ослабьте гайку болта (см. рис. 4а), откорректируйте соответствующую позицию между фиксирующей и регулирующей колодкой (справа и слева одинаково). После этого верните ручку снятия давления в зацепление с регулирующей колодкой. Тем самым изменится расстояние между подвижной и неподвижной плитами. Когда регулирующая колодка двигается вверх, расстояние между плитами будет уменьшаться, а давление - нарастать. В противном случае все будет наоборот. Если регулирующую колодку сместить на один зубец, изменение в расстоянии между плитами будет около 0.15 мм.
Внимание: при сборке на заводе расстояние между плитами настраивается на 23,8мм с учетом толщины декельной плиты – 4.3 мм. Если высота ножей превышает эту цифру, пожалуйста, откорректируйте зазор. Если этого не сделать, то можно нанести повреждения штанцформе и декелю.
6.4 Регулировка оттиска
Толщина алюминиевой пластины для крепления клише – 3 мм. Вы можете приклеить клише толщиной 1.3 мм на нее термостойким клеем и затем зафиксировать на нагревочной плите специальными фиксаторами. Вы можете также прикрепить клише толщиной 4.3 мм прямо на нагревочную плиту. Затем следует отрегулировать совмещение клише и заготовки. При плохом оттиске следует использовать дополнительный декель под заготовку. После этого пытайте сделать оттиск до тех пор, пока он не выйдет удовлетворительным.
При нарушении параллельности между плитами в горизонтальной или вертикальной плоскостях отрегулируйте следующим образом:
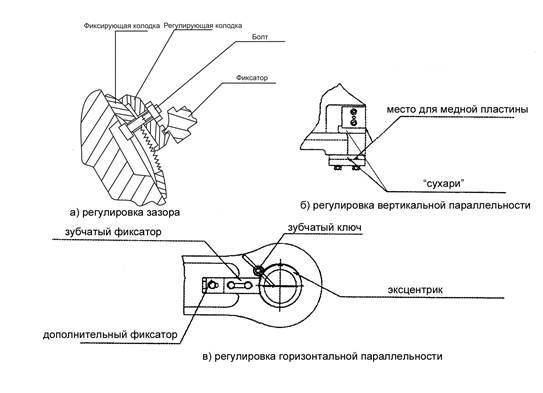
Рисунок 4
A. При нарушении вертикальной параллельности, регулировка осуществляется при помощи изымания или подкладывания дополнительных пластин под направляющие “сухари” (см. рис. 4б).
B. При нарушении горизонтальной параллельности, регулировка осуществляется эксцентрическими втулками на левой или правой тяге независимо одна от другой (см. рис. 4в).
Примечание: Любая регулировка производится крайне осторожно во избежание сильного перекоса.
6.5 Протяжка фольги.
Установите рулон с фольгой на механизм натяжения фольги как показано на рисунке 5.
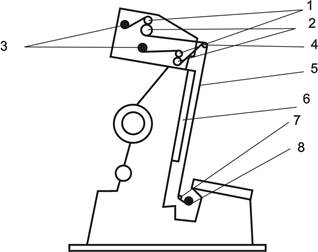
Рисунок 5
1-прижимной (резиновый) валик; 2-подающий (стальной) валик; 3-намотка фольги; 4-верхняя ось передачи; 5-фольга; 6-нагревочная плита; 7-нижняя ось передачи; 8-фольга и механизм натяжения.
После прохождения через нижнею (7) и верхнею (4) оси подачи фольги пропустите фольгу между резиновым (1) и стальным (2) роликами, приклейте ее на бумажную втулку на вале намотки (3). Затем откорректируйте давление между подающим и прижимным валиками.
6.6 Примечания
6.6.1 Когда пресс для вырубки и тиснения используют для вырубки нагревочную плиту необходимо снимать. Вместо плиты устанавливается заключное устройство со штанц-формой.
6.6.2 При чрезмерной нагрузке на вырубную форму может возникнуть самопроизвольная остановка (заклинивание). В таком случае необходимо немедленно нажать кнопку “Общий стоп” для того, чтобы выключить двигатель. Отключить питание машины для того, чтобы выключился электромагнитный тормоз (индикатор “Сеть” на пульте должен погаснуть). При помощи специального ключа, вращая его в направлении противоположном рабочему вращению маховика (указано стрелкой на кожухе) развести плиты вручную.
6.6.3 Оптимальный зазор в электромагнитной муфте 0.8-1.5 мм.
6.6.4 Перед тем, как отключить питание, вы должны сначала опустить подвижную плиту. Если пресс для вырубки и тиснения долго не эксплуатируется или транспортируется, вы должны закрепить подвижную плиту в закрытом положении при помощи запирающей стяжки между плитами, что поможет избежать травм.
7. СМАЗКА ПРЕССА ДЛЯ ВЫРУБКИ И ТИСНЕНИЯ
7.1 Общее
Смазочная система изображена на рис.10. Позиции Q1 – Q7 смазываются автоматически при помощи электрического лубрикатора с машинным маслом, трансмиссионное летом и моторное зимой. Позиции Q8 – Q10 смазываются вручную литолом один или два раза в месяц. Уделяйте повышенное внимание системе смазки от этого зависит долговечности вашего пресса для вырубки и тиснения.
7.2 Обслуживание
7.2.1 Разрешение фильтра в лубрикаторе - 40 m, всегда используйте чистое масло.
7.2.2 Очищайте емкость для масла каждые полгода, чистите или меняйте войлок и фильтр на входе в то же время. Если меняется марка масла, необходимо почистить лубрикатор и заменить масло.
7.2.3 Чаще проверяйте, правильно ли работает смазывающая система, есть ли утечки, не повреждены ли трубки, не ослабли ли соединения. Если что-то неисправно, необходимо срочно заменить поломанную деталь. Не затягивайте детали системы смазки слишком сильно во избежание повреждения резьбы.
7.2.4 Не пытайтесь увеличить выходное отверстие лубрикаторного распределителя. Если он забит, то необходимо прочистить.
7.2.5 Частота выхода была отрегулирована на заводе, поэтому, обычно ее не нужно менять. Однако, если необходимо, сделайте следующим образом:
– Для уменьшения выхода: Обратите внимание на номерную градацию, расположенную на шкале индикатора в центре смотрового окна. Поднимите двигающийся поршень вверх, поверните круглую ручку (вместе с поршнем) по часовой стрелке до нужного номера. Верните поршень в исходную позицию.
– Для увеличения выхода: Действовать так же, как описано выше, только поворачивать круглую ручку против часовой стрелки.
7.3 Примечания
Если пресс для вырубки и тиснения не используется больше 5 дней, перед его запуском необходимо поднять и отпустить ручку поршня лубрикатора несколько раз для того, чтобы вытеснить воздух из труб и убедиться в том, что все узлы хорошо смазаны. Если не делать этого, то рабочая жизнь машины будет серьезно сокращена.
До запуска пресса для вырубки и тиснения необходимо измерить уровень масла. Если он ниже самой нижней уровневой линии, то необходимо добавить в лубрикатор масла. Если уровень масла ниже нормы то на пульте управления загорится “Индикатор масла” и прозвучит звуковой сигнал. В этом случае следует немедленно залить масло. Иначе, срок службы пресса для вырубки и тиснения будет серьезно ограничен.
7.4 Неполадки смазочной системы и способы их устранения
Неполадка |
Причина |
Исправление |
Недостаточная смазка |
1. Засорены масленые каналы |
Проверьте и промойте масленые каналы. |
|
|
2. Что-то не в порядке с лубрикатором. |
Свяжитесь с поставщиком. |
|
|
3. В трубе воздух |
Поднимите и опустите ручку масляного поршня несколько раз, чтобы выпустить воздух. |
Недостаточно масла |
Пробой в трубопроводе |
Проверьте соединение |
8. ПОДШИПНИКИ ПРЕССА ДЛЯ ВЫРУБКИ И ТИСНЕНИЯ
Тип |
Название |
Размер |
Кол-во |
Расположение |
|
112 |
пазовый подшипник |
60х95х18 |
2 |
Маленький конец у оси |
|
6534914 |
игольчатый подшипник |
70х100х54 |
2 |
Середина оси |
|
6211 |
подшипник |
55х100х21 |
2 |
Приводное колесо |
|
6000-Z |
подшипник |
10x26х8 |
4 |
Стяжное колесо |
|
6002-Z |
подшипник |
15х32х9 |
6 |
Сборная ось |
|
6003-Z |
подшипник |
17x35x10 |
4 |
Два конца резинового ролика |
|
6008-2Z |
подшипник |
40х68х15 |
4 |
Два конца стального ролика |
9. РУКОВОДСТВО ПО ЭЛЕКТРОЭКСПЛУАТАЦИИ ПРЕССА ДЛЯ ВЫРУБКИ И ТИСНЕНИЯ
9.1 Пульт управления
сенсорный ЖК дисплей
9.2.1 Включение питания.
Поверните выключатель питания на электрощите сзади машины в положение “ON”, чтобы подать питание на всю пресс для вырубки и тиснения. Включение возможно только если ключ в замке. Индикатор “Сеть” на панели управления загорится. Поверните ключ в замке “Питание” в положение “Вкл”, включатся цепи управления и ЖК дисплей.
9.2.2 Включение главного двигателя.
Для включения двигателя нажмите кнопку “Старт”. Кнопка “Общий стоп” имеет самофиксацию, поэтому если эта кнопка была нажата и зафиксировалась, мотор не включится при нажатии кнопки “Старт”. Поэтому перед включением двигателя проверьте кнопку “Общий стоп”, если кнопка зафиксирована, поверните ее по часовой стрелке для разблокировки.
9.2.3 Начало работы
После того как двигатель раскрутит маховик можно приступать к работе. Нажмите кнопку “Операция” чтобы включить рабочий ход плиты. В рабочем режиме лампочка “Индикатор операции” будет мигать.
Внимание: Перед началом работы убедитесь, что в движущихся деталях нет посторонних предметов. Не позволяйте никому, кроме рабочих со специальной подготовкой работать на станке. Если при неподвижной плите “Индикатор операции” мигает, это означает, что пресс для вырубки и тиснения находится в рабочем режиме на паузе, и плита может начать движение без команды оператора. Не производите никакие регулировки и не проникайте в рабочую область не убедившись, что двигатель выключен.
9.2.4 Тормоз
Во время работы, если вы нажмете на кнопку “Стоп” или наступите на педаль тормоза, пресс для вырубки и тиснения остановится. Также, при срабатывании любой из систем блокировок, подвижная плита останавливается немедленно. В экстренных случаях (например при заклинивании) нажмите кнопку “Общий стоп”, это остановит как подвижную плиту, так и двигатель.
9.2.5 Натяжка фольги
Переключатель “Натяжка фольги” в положении “Выкл” блокирует работу двигателя натяжения. В положении “Вкл” этот двигатель будет контролироваться PLC.
9.2.6 Тревога при недостатке смазки
Если в масляном бачке заканчивается масло, “Индикатор масла” на пульте будет мигать и подавать звуковой сигнал. В этом случае необходимо незамедлительно добавить масло в бак до максимального уровня.
9.2.7 Отключение питания
После окончания работы остановите плиту в открытом положении кнопкой “Стоп” и отключите двигатель кнопкой “Общий стоп”. Ключ в замке “Питание” поверните в положение “Выкл” – выключится сенсорный ЖК дисплей. Затем поверните выключатель питания на электрощите сзади машины в положение “OFF”, чтобы обесточить всю пресс для вырубки и тиснения.
9.3 Сенсорный ЖК дисплей
Если ключ “Питание” находится в положении “Выкл”, сенсорный ЖК дисплей будет погашен и пульт в нерабочем состоянии.
Поверните ключ “Питание” в положении “Вкл”, экран засветится и после загрузки готов к работе.
9.3.1 Загрузочное меню
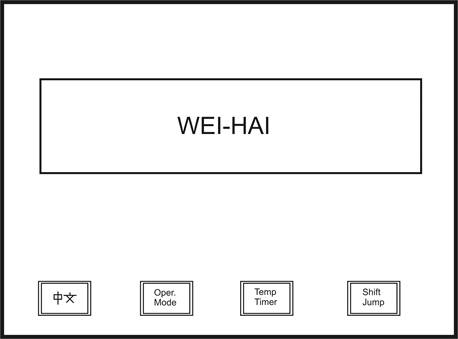
В левом нижнем углу каждой страницы есть кнопка “переключение языка” (English interface). Нажатие на эту кнопку меняет язык меню с китайского на английский и обратно.
Далее идут кнопки перехода в различные меню настроек:
“режимы работы” (Oper. Mode) открывает меню выбора режима работы и настройки счетчика.
“температура и задержки” (Temp Timer) – меню настроек температуры нагревочной плиты и задержек подвижной плиты.
“протяжка фольги” (Shift Jump) – меню настройки протяжки фольги.
В других меню одна из этих кнопок будет заменяться на кнопку “возврат” (buck), нажатие на эту кнопку вызывает загрузочное меню.
9.3.2 Меню “режимы работы” (Oper. Mode)
Пресс для вырубки и тиснения работает в двух режимах: “теснение” (Stamp) и “вырубка” (Cut). Для правильной работы необходимо задать соответствующие параметры.
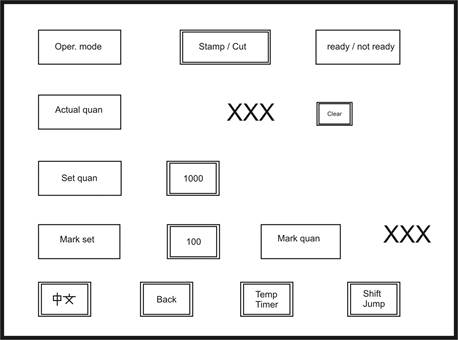
В верхней части меню находится переключатель текущего состояния. Нажатие на эту кнопку переводит пульт из режима тиснения (Stamp) в режим вырубки (Cut) с соответствующим изменением надписи на кнопке.
1. “Вырубка” (Cut), в этом режиме, шаговые двигатели протяжки фольги, намотка фольги и питание нагревочной плиты будут отключены. Необходимо установить величину задержки в меню “температура и задержки” (Temp Timer). Устанавливать параметры температуры и протяжку фольги не требуется.
2. “Тиснение” (Stamp): в этом режиме, необходимо установить все параметры в меню “температура и задержки” (Temp Timer) и “протяжка фольги” (Shift Jump).
Справа от переключателя состояний находится индикатор готовности. В режиме вырубки пресс для вырубки и тиснения всегда готова и индикация будет всегда “готово” (ready). В режиме тиснения необходимо, чтобы нагревочная плита достигла заданной температуры, поэтому индикатор готовности будет высвечивать мигающую надпись “не готово” (not ready). Тем не менее, все функции машины будут работать независимо от индикации. Как только фактическая температура нагревочной плиты достигнет заданной, индикатор перестанет мигать и появится надпись “готово” (ready).
Счетчик
Счетчик автоматически фиксирует количество выполненных операций. Это значение отображается справа от надписи “текущее количество” (Actual quan). Сброс текущего значения на 0 производится нажатием кнопки “сброс” (Clear), расположенной справа от значения.
Если вы хотите, чтобы пресс для вырубки и тиснения остановился автоматически после окончания определенного тиража, нажмите кнопку с цифрами справа от надписи “выбор количества” (set quan), появится клавиатура (keyboard), и затем введите необходимое количество в диапазоне от 0 до 65535. Для запоминания данных нажмите на кнопку “ввод” (enter) и закройте клавиатуру.

При достижении текущего значения до выбранного, пресс для вырубки и тиснения остановится автоматически и заблокирует ход плиты. Для того чтобы начать снова работать, сначала необходимо обнулить текущее показание счетчика, для этого нажмите на кнопку “сброс” (clean) и плита разблокируется.
Если эта функция не нужна, просто установите “выбор колличества” (set quan) на 0.
“Выбор метки” (Mark set) может использоваться для установки отметок для счета (например, вставлять лист бумаги через каждые 100 штук) или упаковки продукции в пачки с определенным количеством. Размер партии устанавливается на клавиатуре (keyboard) после нажатия кнопки с цифрами справа от надписи “Выбор метки” (Mark set). Текущее значение серии отображается справа от надписи “счетчик серии” (Mark quan). Когда заданное количество достигнуто, пресс для вырубки и тиснения автоматически остановится. Для продолжения работы нажмите на кнопку “Операция” на пульте, при этом значение на счетчике серий обнулится.
Если эта функция не нужна, просто установите “Выбор метки” (Mark set) на 0.
Для машин, оборудованных системой автоматической смазки, для настройки цикличности смазывания машины нажмите кнопку с цифрами справа от надписи "Lub Cycle" (Цикл смазки), появится клавиатура (keyboard), и затем ведите интервал в минутах. Для запоминания данных нажмите "Enter" (ввод).
9.3.3 Меню “температура и задержки” (Temp Timer)
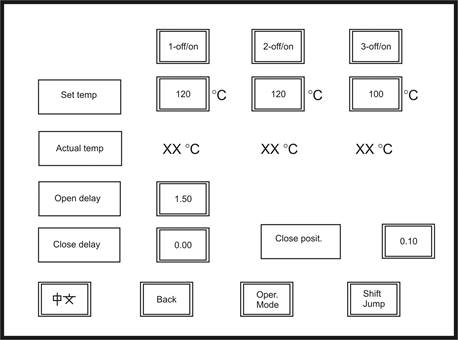
Подвижная плита может останавливаться на время от 0 до 10 секунд как в открытом положении так и в закрытом положении.
Для выбора времени задержки плиты в открытом положении нажмите на кнопку с цифрами справа от надписи “открытая задержка” (open delay), в появившемся окошке клавиатуры (keyboard) введите требуемое значение в секундах. Для запоминания данных нажмите на кнопку “ввод” (enter) и закройте клавиатуру.
Для выбора времени задержки плиты в закрытом положении нажмите на кнопку с цифрами справа от надписи “закрытая задержка” (close delay), в появившемся окошке клавиатуры (keyboard) введите требуемое значение в секундах. Для запоминания данных нажмите на кнопку “ввод” (enter) и закройте клавиатуру.
Если задержка в каком-либо положении не нужна, соответствующее значение надо установить на 0.
Внимание: в режиме вырубки (cut) “закрытая задержка” (close delay) должна быть установлена на 0.
Если в закрытом положении плита останавливается не в самой крайней точке, то следует откорректировать значение “позиция закрытия” (close posit). Для этого нажмите на кнопку с цифрами справа от надписи “ позиция закрытия ” (close posit), в появившемся окошке клавиатуры (keyboard) введите требуемое значение в секундах. Для запоминания данных нажмите на кнопку “ввод” (enter) и закройте клавиатуру.
Внимание: Это значение обычно не должно превышать 1.00 сек.
Настройка температуры требуется только в режиме тиснения.
Нагревочная плита разделена на 3 нагреваемые зоны, температуру которых можно устанавливать отдельно. Вверху экрана расположены три переключателя, каждый для своей зоны. Нажатие на эти кнопки включает “1-on”, “2-on”, “3-on”, или выключает “1-off”, “2-off”, “3-off” соответствующие зоны нагрева с соответствующим изменением надписи на кнопке. Под этими переключателями, справа от надписи “выбор температуры” (set temp) расположены кнопки, отображающие заданное значение температуры. Для изменения этих значений нажмите на соответствующую зоне кнопку и введите требуемое значение в диапазоне от 0 до 200 °С на клавиатуре (keyboard). Для запоминания данных нажмите на кнопку “ввод” (enter) и закройте клавиатуру.
Фактическая температура участков нагревочной плиты отображается под кнопками выбора температур, справа от надписи “текущая температура” (Actual temp).
9.3.4 Меню “протяжка фольги” (Shift Jump)
Настройка протяжки фольги требуется только в режиме тиснения.
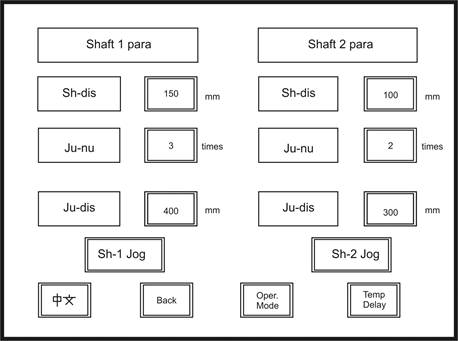
“Малая протяжка” (Sh-dis) и “большая протяжка” (Ju-dis) изменяются в диапазоне от 0 до 999 мм. “Число циклов” (Ju-nu) – от 0 до 99 раз. Параметры для “протяжки 1” (Shaft 1 para) и “протяжки 2” (Shaft 2 para) программируются независимо друг от друга.
Для того, чтобы задать нужный параметр, нажмите кнопку с цифрами справа от названия этого параметра и введите нужное значение на клавиатуре (keyboard). Для запоминания данных нажмите на кнопку “ввод” (enter) и закройте клавиатуру.
Нажатие и удержание кнопки “толчок 1” (Sh-1 Jog) и “толчок 2” (Sh-2 Jog) включает ручную протяжку фольги соответствующим шаговым двигателем. Двигатель работает до тех пор, пока кнопка нажата.
10. СПИСОК ЛЕГКО ЛОМАЮЩИХСЯ ДЕТАЛЕЙ ПРЕССА ДЛЯ ВЫРУБКИ И ТИСНЕНИЯ
|
Код |
Маркировка |
Название |
Кол-во шт./набор |
Примечание |
|
1-23 |
1700-10-301 |
Короткая проводящая плита |
2 |
справа и слева |
|
1-23 |
1700-10-302(303) |
Направляющая плита |
2 |
справа и слева |
|
2-12 |
920В-20-301 |
“Сухарь” |
2 |
|
|
2-35 |
1700-20-328 |
Декельная плита |
1 |
|
|
2-30 |
1700-20-603 |
Эксцентрик |
2 |
справа и слева |
|
3-16 |
1700-30-602 |
Зубчатый эксцентрик |
2 |
справа и слева |
|
4-13 |
50-603 |
Токосъемные щетки |
2 |
|
|
4-16 |
50-702 |
Токосъемные кольца |
2 |
|
Примечание: Номера кода и маркировки смотрите в документах для ремонта.
Информация может меняться без предупреждения.
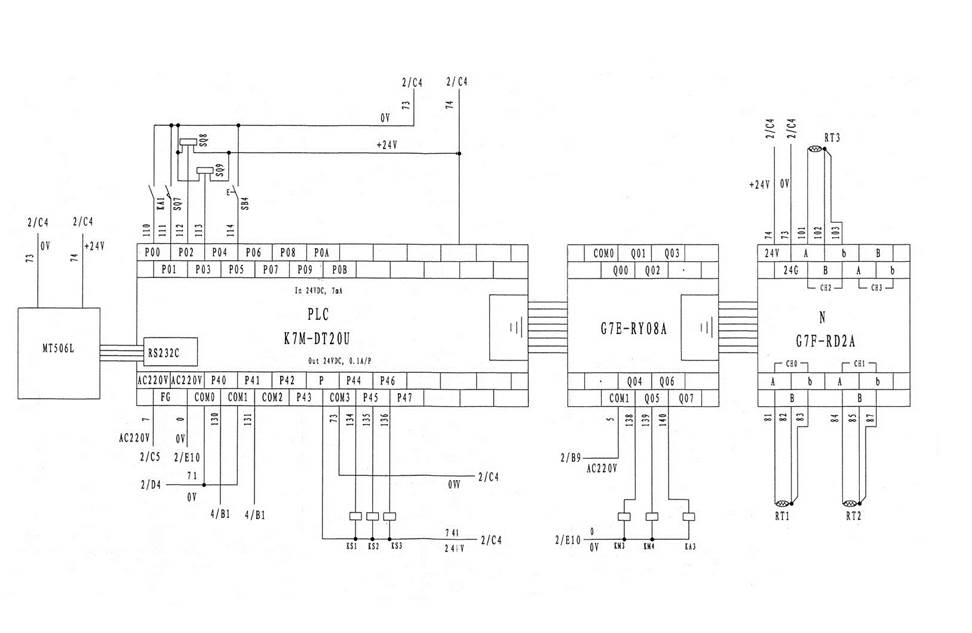
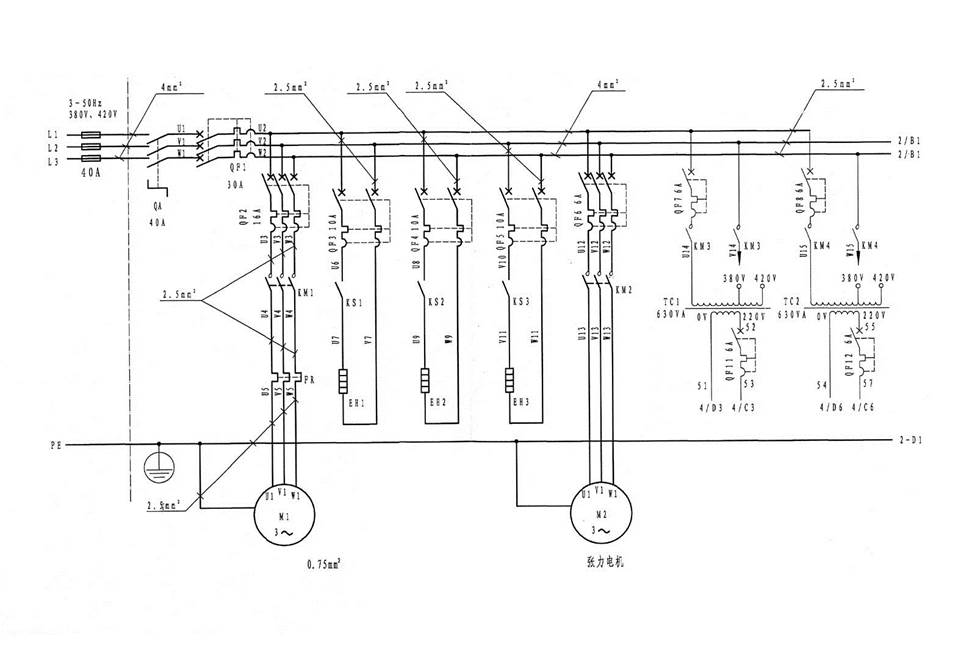
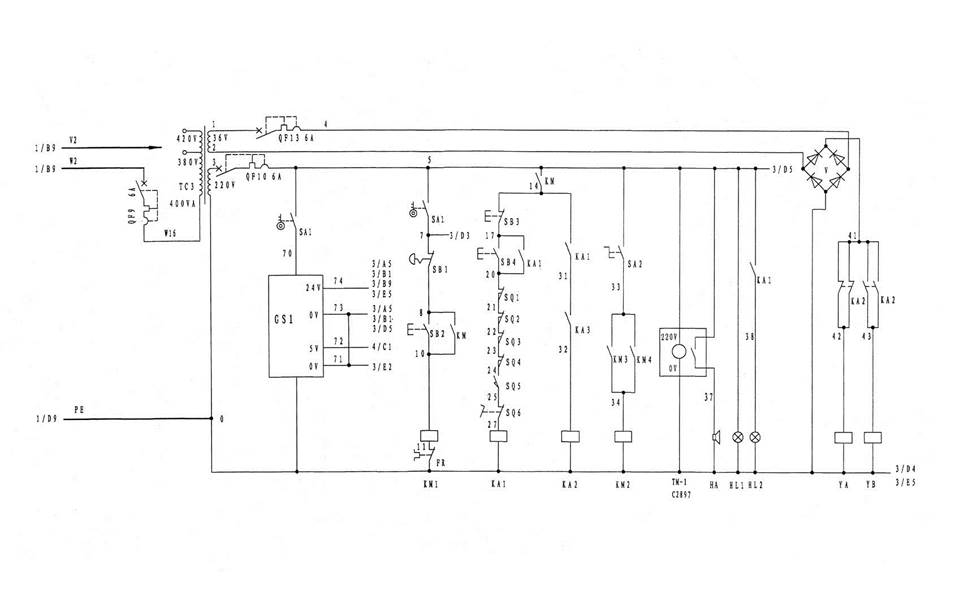
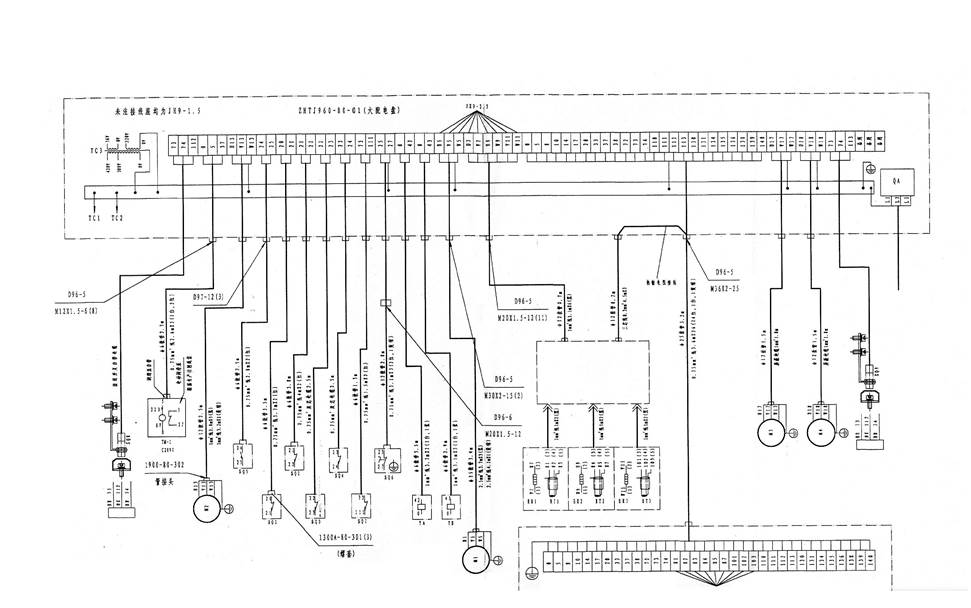
11. ЭЛЕКТРИЧЕСКИЕ СХЕМЫ И СПИСОК ЭЛЕКТРОЭЛЕМЕНТОВ ПРЕССА ДЛЯ ВЫРУБКИ И ТИСНЕНИЯ
Код |
Описание |
Спецификация |
Кол-во |
Прим. |
|
М1 |
Трехфазный асинхронный мотор |
Y132M-1-6, 4Кв |
1 |
|
|
М2 |
Низкоскоростной асинхронный мотор |
11OTDY60S1, 60RPM, 58W |
1 |
|
|
M3, М4 |
Двигатель |
FHB31118 |
2 |
|
|
GS2-3 |
Двигатель |
Q3HB22OM |
2 |
|
|
PLC |
Программируемый Логический Контролер |
K7M-DRT30U |
1 |
|
|
N |
RTD входной модулятор |
G7F-RD2A |
1 |
|
|
|
Расширенный модулятор |
G7E-RY08A |
1 |
|
|
|
Сенсорный экран |
МТ506L |
1 |
|
|
RT1-3 |
Термодатчик |
Pt100, 0 »300°C, Ф6, 100 мм |
3 |
|
|
GS1 |
Управление питанием |
220VAC/24VDC, 5VDC, 100W |
1 |
|
|
QA |
Выключатель |
JDS-2.2/Z, 40A, 3P |
1 |
|
|
QF1 |
Автоматический предохранитель |
BKND/32A/3P |
1 |
|
|
QF2 |
Автоматический предохранитель |
BKND/16A/3P |
1 |
|
|
QF3-5 |
Автоматический предохранитель |
BKNC/10A/2P |
3 |
|
|
QF6 |
Автоматический предохранитель |
BKND/6A/3P |
1 |
|
|
QF7-13 |
Автоматический предохранитель |
BKNC/6A/1P |
2 |
|
|
KM1 |
Пускатель |
GMC-12, 220В |
4 |
|
|
КМ2-4 |
Пускатель |
GMC-9, 220В |
3 |
|
|
KS1-3 |
Твердотельное реле |
ZGB-420, AC380В, 20А |
3 |
|
|
КА1, KA3 |
Реле |
MY4, 220 В |
2 |
|
|
КА2 |
Пускатель |
GMR-4, 2NO2NC, 220B |
1 |
|
|
HA |
Индикатор с зуммером |
AD16-22SM/r31, 220В кр. |
1 |
|
|
HL1 |
Индикатор |
AD16-22D/w31, 220В бел. |
1 |
|
|
HL2 |
Индикатор |
AD16-22S/r31, 220В кр. |
1 |
|
|
SA1 |
Ключ-переключатель |
LA39(A)-20Y/a |
1 |
|
|
SA2 |
Кнопка |
LA39(A)-10X/g зел. |
1 |
|
|
SB1 |
Кнопка |
LA39(A)-01Z/r кр. |
1 |
|
|
SB2 |
Кнопка |
LA39(A)-10/g зел. |
1 |
|
|
SB3 |
Кнопка |
LA39(A)-01/r кр. |
1 |
|
|
SB4 |
Кнопка |
LA39(A)-20/g зел. |
1 |
|
|
SQ1,2,5 |
Концевой выключатель |
LXK2-101 |
2 |
|
|
SQ3,4 |
Концевой выключатель |
LXW5A-11N1/F |
3 |
|
|
SQ6 |
Педаль |
LST2-11 |
1 |
|
|
SQ7 |
Переключатель |
X2N |
1 |
|
|
SQ8-9 |
Переключатель |
B15-M18-AN6X |
2 |
|
|
FR |
Термореле |
GTK-22, 7-10A+AZ-22H |
1 |
9,5 А |
|
TC1-2 |
Трансформатор |
JBK3-630 380B, 420B/220B |
2 |
|
|
TC3 |
Трансформатор |
JBK3-400 380B, 420B/220B,36B |
1 |
220В: 200 VA 36B: 200 VA |
|
V |
Диодный мост |
35А, 1000 В |
1 |
|