Инструкция на оборудование Кашировальная машина ТМ-1000Е, ТМ-1300E
Кашировальная машина
ТМ-1000Е, ТМ-1300E
Руководство пользователя
Основные узлы кашировальной машины
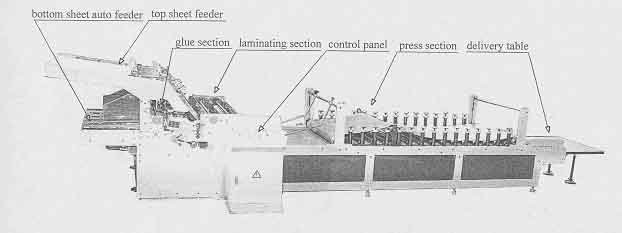
Рисунок 1 Машина ТМ-1000(1300)Е
Надписи слева направо:
Нижний самонаклад, автоматический
Верхний подающий механизм
Клеящий узел
Копировальный узел
Панель управления
Прессовочный узел
Приемный столик
Содержание
I. Краткое введение.
II. Основные технические характеристики
III. Принцип работы копировального узла
IV. Настройка и эксплуатация
- Настройка бокового выравнивающего устройства
- Регулирование автофидера (автоматического подающего механизма)
- Регулирование верхнего подающего механизма
- Регулирование подачи клея
- Чистящее устройство
- Регулирование сдваивающего и прижимающего валиков
- Установка эластичного выравнивающего устройства
- Работа и настройка электромагнитного зажимного устройства
- Работа и настройка прессовочного узла
- Регулирование уровня клея
V. Электрическая часть
- Питание
- Управление электрическими узлами
- Электросхема
- Список электрических узлов
VI. Установка и транспортировка
VII. Уход
VIII. Неполадки и их устранение
I. Краткое введение.
Этот станок предназначен для ламинирования (каширования) гофрированного картона и бумаги. Он оснащен нижним автоматическим и верхним подающим механизмами и эластичным выравнивателем, обеспечивающим качественное каширование. Станок оснащен регулятором скорости, имеет эстетичный современный дизайн, удобен в работе и обеспечивает высокое качество продукции, широко используемой для упаковки пищевых, минеро - водочных изделий, бытовой и электронной техники.
II. Основные технические характеристики кашировальной машины
|
Размер |
ТМ1000Е |
ТМ1300Е |
|
Параметры |
|
|
|
Максимальный размер каширования |
1000х1100 мм |
1300х1100 мм |
|
Минимальный размер каширования |
350х450 мм |
350х450 мм |
|
Скорость работы (метров в минуту) |
0-90 |
0-90 |
|
Мощность |
7 квт. |
7 квт. |
|
Размеры (мм) |
6900х1550х1250 |
6900х1850х1250 |
|
Вес |
3,5 т |
5т |
Допускается эксплуатация машины не более 8 часов в сутки.
Внимание: Насос для подачи клея (помпа) предназначен только для работы с клеями на крахмальной основе.
III. Принцип работы.
Верхний лист укладывается на передний выравниватель вручную. Нижний лист подается с помощью электромагнитного зажимного устройства, регулируемого фотоэлектрическим выключателем, автоматически; на него наносится слой клея и он совмещается с верхним листом на выравнивателе. Затем они прикатываются вместе сдваивающими и прижимными валиками и попадают в прессовочный узел.
IV. Настройка и эксплуатация кашировальной машины
- Настройка бокового выравнивателя.
Станок оснащен фиксирующей боковой планкой и боковым выравнивателем расположенными на нижнем самонакладе и накладном столе соответственно, которые контролируют точность наложения верхнего и нижнего листов при кашировании.
1) Рисунок 2
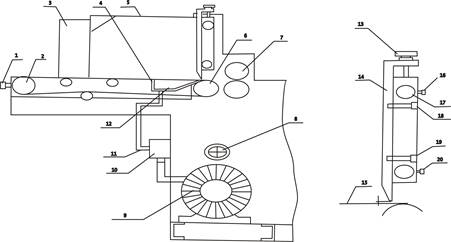
Рисунок 2
1 – болт
2 – протяжный ведомый валик
3 – стопка бумаги
4 – воздухопривод
5 – боковая планка
6 – протяжный ведущий валик
7 – подающий валик
8 – электромагнитное зажимное устройство
9 – воздушный насос
10 – воздушный резервуар
11 – кран
12 – болт
13 – колесо ручной настройки
14 – сепаратор бумаги
15 – конвейерная лента
16 – болт
17 – установочная ось
18 – болт
19 – болт
20 – болт
Боковые планки (5) устанавливаются с двух сторон автоматического самонаклада с учетом ширины листов бумаги следующим образом:
Стопка бумаги укладывается на середину самонаклада, затем необходимо ослабить болты крепящие боковые планки к установочной оси и подвинуть их вплотную к стопке бумаги, привинтите их болтами к оси и закрепите их.
2) Для регулирования бокового выравнивающего устройства на верхнем накладном столе, определите его положение относительно выравнивающей планки нижнего наклада в соответствии с размерами бумаги и правилами каширования. Обычно верхний лист бывает больше нижнего на 2-3 мм. После установки закрепите его болтами в гнездах, расположенных на накладном столе, затяните болты.
- Регулирование автоматического самонаклада.
1) Смотри рис. 2. Самый нижний лист стопки (3) всасывается на конвейерную ленту (15) с помощью воздушного насоса, по конвейерной ленте лист попадает в клеевой узел через щель сепаратора бумаги (14). Оператор может отрегулировать продолжительность интервала между укладкой листа и его «всасыванием» на конвейер, а также между «всасыванием» и подачей бумаги в клеевой узел в зависимости от длины листа, скорости вращения и своего умения на панели управления (см. рисунок II). В этом случае частота подачи нижнего листа контролируется электромагнитным зажимным устройством (8).
2) Регулирование сепаратора бумаги. Сепаратор бумаги (14) установлен между боковыми направляющими планками (5) как это указано на рисунке 2(в) для контроля подачи листов по одному. Для наладки необходимо ослабить болты (16 и 20) и установить сепаратор на равном расстоянии от боковых планок. Закрепите сепаратор болтами (16 и 20) на оси (17). Затем ослабьте болты (18 и 19) и вращая колесо ручной настройки установите сепаратор на высоту соответствующую толщине бумаги. Закрепите болты (18 и 19).
3) Смотри рисунок 2 (а). Кран (11), установленный на воздушном резервуаре (10) регулирует мощность воздушной трубы (4). Отрегулируйте силу воздушного потока так, чтобы лист мог прикрепиться к конвейеру и синхронно двигаться вместе с конвейерной лентой. Если происходит утечка воздуха, необходимо входное отверстие воздушной трубы приставить вплотную к конвейерной ленте. Для этого нужно ослабить болт (12) и после накладки опять затянуть его. Если утечка воздуха вызвана неровностью бумаги, придавите стопку сверху чем-нибудь тяжелым. При долгой эксплуатации конвейерная лента растягивается. В этом случае ослабьте болты с обоих концов протяжного ведомого валика (2), подайте валик назад вращая болт (1) до натяжения ленты и закрепите болты на валике.
Примечание: ведущий и ведомый протяжные валики должны находиться в параллельном положении друг к другу, иначе на конвейерной ленте образуются дефекты.
4) Работа бумаговедущего узла (рис. 3)
Рисунок 3 Бумаговедущий узел
1 – сепаратор бумаги
2 – стопка бумаги
3 – боковой щит
4 – бумажный валик
5 – регулировочный стержень
6 – ручное колесо
7 – протяжный валик
8 – присасывающая лента
Чем выше стопка бумаги, на нижнем самонакладе тем больше давление на конвейерную ленту (8). В определенной степени неплотное прилегание бумаги к присасывающей ленте может помешать автоматической протяжке нижнего листа. Чтобы предотвратить это необходимо отрегулировать горизонтальное и вертикальное положение бумажного валика (4). Горизонтальное положение бумажного валика устанавливается в зависимости от размеров бумажного листа вращением ручного колеса (6). Растяжение бумажного ролика от присасывающей ленты варьируется от 55 до 80 мм. так, чтобы придерживать нижний лист и 4-8 листа сверху, которые при подаче постоянно опускаются все ниже и увеличивают давление на нижний лист и присасывающую ленту спереди, одновеременно уменьшая давление сзади.
Примечание: Установка стопки бумаги примерно в 200 листов обеспечивает давление 300 г/кв.м, при работе с гофрированным картоном накладывается стопка в полную высоту бокового щита.
- Регулирование верхнего подающего механизма.
Верхний подающий механизм обеспечивает удобную, легкую и быструю подачу.
Смотри рис.4 Верхний подающий механизм
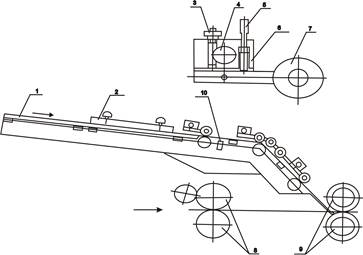
Рисунок 4
1 – столик подачи
2 – боковая направляющая
3 – болт
4 – ось
5 – регулирующий болт
6 – пружина
7 – прижимное колесо
8 – клеевой сектор
9 – копировальный
10 – фотоэлектрический выключатель
На верхнем подающем механизме установлено несколько прижимных колес. Головная часть листа подается на первое прижимное колесо, а затем автоматически подается для соединения с нижним листом. Боковую направляющую (2) и нажимное колесо необходимо отрегулировать в соответствии с размерами листа. При регулировании направляющей (2) закрепите ее в соответствующих отверстиях на поверхности столика подачи (1). При регулировании прижимного колесика (7) ослабьте гайку (3) так, чтобы колесики свободно двигались по оси (4) и установите их по краям на ширине листа затем завинтите гайку (3). При регулировании силы давления вращайте регулирующий болт (5) ослабляя или увеличивая силу давления, равномерно распределяя ее между колесиками.
- Регулирование подачи клея (рисунок 5).
Сначала отрегулируйте зазор б3 для регулирования подачи
клея (6) в соответствии с толщиной нижнего листа вращая ручной колесо (6) при
этом клеевой ролик будет опускаться или подниматься при этом измеряя размер
зазора. Обычно зазор б3 должен быть немного меньше, чем толщина нижнего листа,
во всяком случае клеевой и хромированный валик должен иметь возможность
вращаться. Зазор б3 не может быть слишком маленьким, в противном случае
гофрированная бумага начнет распрямляться, а клей не будет наноситься на ее
ребра, что отрицательно скажется на качестве каширования. Размер зазора б3
регулируется вращение ручного колесика (3), которое перемещает дозировальный
валик (4). Чем больше зазор б2, тем больше клея и наоборот. Необходимое
количество клея зависит от качества бумаги и марки клея. Разумный контроль за
расходованием клея не только обеспечивает качество каширования но позволяет экономить
клей. При регулировании зазоров б2 и б3 следите за тем, чтобы они были
одинаковыми по всей ширине, иначе клей будет распределяться неравномерно, а
бумага не будет сжиматься при подаче.
Рисунок 5
1 - нижний протяжной валик
2 – верхний протяжной валик
3 – ручное колесико
4 – дозировальный валик
5 – клеевой валик
6 – ручное колесико
7 – запорная гайка
8 – регулирующее устройство
9 – верхний валик подачи сдвоенного листа
10 – регулирующее устройство
11 – верхний прижимной валик
12 – нижний прижимной валик
13 – нижний валик подачи сдвоенного листа
14 – боковая рама
15 – эксцентрическое колесо
16 – стержень
17 – ванна для очистки
18 – моющий валик
19 – хромированный валик
- Чистящее устройство.
Смотри рисунок 6
Моющий ролик (18) используется для очистки от клея хромированного валика (19). Зазор б6 между моющим роликом (18) и хромированным валиком регулируется эксцентрическим колесом до положения, когда хромированный валик можно обмыть.
Замечание: Зазоры б2 б6 не могут быть нулевыми, избегайте трения валиков друг о друга – это приводит к преждевременному изнашиванию.
Смотри рис. 5
Рисунок 6 Чистящее устройство.
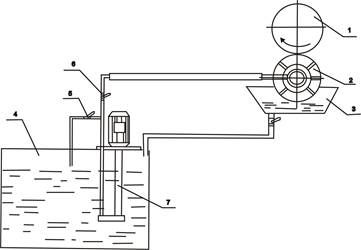
1 – хромированный валик
2 – моющий валик
3 – ванна с водой
4 – резервуар с водой
5 – кран
6 – вентиль
7 – водяной насос
Вставьте штепсель от водяного насоса в розетку, находящуюся рядом с электрощитом и насос начнет качать воду из водяного резервуара (4) в моющий валик (2) снабженный отверстиями, из которых вода разбрызгивается на хромированный валик (1). Затем скребком удалите остатки клея и воду с хромированного ролика, чтобы не пачкалась нижняя часть листа. Лишняя вода стекает в ванну (4) и затем оттуда опять попадает в резервуар (4), образуя замкнутую систему циркуляции воды.
Напор воды в моющем валике регулируется вентилем (6) и краном (5). Сильный напор получается, если сильно открыть вентиль (6) и немного кран (5), если наоборот – напор получается слабый. Напор должен обеспечивать обмыв хромированного валика, при более сильном напоре вода может попасть на другие части машины.
Примечание: Через некоторое время воду в резервуаре необходимо сменить.
- Регулировка валика подачи сдвоенного листа и прижимного валика.
(Рисунок 7)
Зазор между верхним валиком подачи сдвоенного листа и нижним влияет на аккуратность каширования. Зазор между валиками (5 и 16) и прижимными валиками (8 и 13) регулируется с помощью эксцентриков. Сначала нужно ослабить фиксирующую ручку (19) и медленно вращать ручное колесо (3 и 6) пока не будет достигнуто нужное положение; затем снова зафиксируйте ручку (19). Если верхний валик расположен непараллельно нижнему, необходимо ослабить фиксирующий болт (20) с обеих строн и вращать эксцентрик до тех пор, пока верхний и нижний валик не окажутся в параллельном положении. После окончания настройки зафиксируйте болт (20).
- Регулирование эластичного выравнивателя.
В качестве направляющей в машине используется эластичный выравниватель
Способ регулирования: если необходимо, чтобы верхний лист перекрывал спереди нижний, вращайте ручное колесо (9) по часовой стрелке – при этом ось направляющей будет двигаться к прижимному валику; если необходимо, чтобы верхний лист перекрывал нижний сзади, вращайте колесо (9) против часовой стрелки – ось направляющей (13) будет смещаться по направлению к валику подачи сдвоенного листа. Если верхний лист расположен не параллельно головной части нижнего листа, ослабьте фиксирующий болт (14) и вращайте колесо с насечкой (10) до устранения дефекта. Затем закрепите болт (14).
Примечание: Зазор между валиками подачи сдвоенного листа может изменить каширование нижнего и верхнего листа.
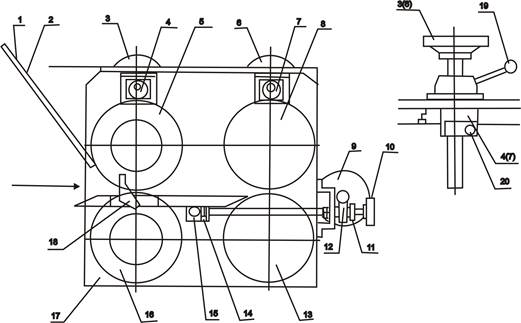 Рисунок 7
Рисунок 7
1 - ложе верхнего листа
2 – верхний лист
3 – ручное колесо
4 – эксцентрик
5 – верхний валик подачи сдвоенного листа
6 – ручное колесо
7 – эксцентрик
8 – верхний прижимной валик
9 – ручное колесо
10 – ручное колесо с насечкой
11 – зажимное ручное колесо
12 – червячный винт
13 – нижний прижимной валик
14 – фиксирующий болт
15 – ось направляющей
16 – нижний валик подачи сдвоенного листа
17 – боковая рама
18 – направляющая
19 – фиксирующая ручка
20 – фиксирующий болт
- Работа и регулирование электромагнитного зажимного устройства.
Частота подачи бумаги, т.е. работа нижнего автоматического самонаклада контролируется с помощью электромагнитного зажимного устройства цифровым таймером. Во время работы поверхность зажимов быстро изнашивается, что увеличивает зазоры на поверхности. Чтобы уменьшить изнашивание, необходимо принять следующие меры. Сначала измерить зазор зажима δ (δ =0.2~0.3). Если зазор больше этой цифры, снимите кожух и начните зажим. Степень износа определяется путем вычитания размера фактического зазора и δ . Если износ значительный, необходимо заменить фрикционное колесо зажима.
Рисунок 8 Строение зажимного устройства.
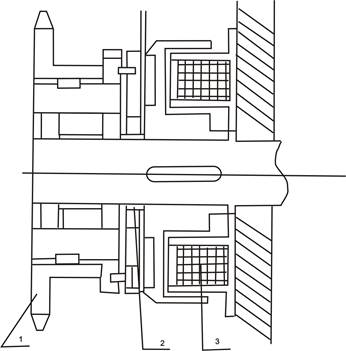
- Цепное колесо
- Кожух
- Одночиповое электромагнитное сцепление.
- Работа и регулирование прессовального узла.
Прессовальный узел предназначен для того, чтобы сделать кашированный картон еще более плоским и прочным, сжимая его верхней и нижней протяжной лентой.
Регулирование нижней протяжной ленты:
Натяжение и движение вправо-влево нижней протяжной ленты осуществляется регулирующими винтами (1), которые перемещают валик (2) вперед и назад, а натяжение и движение вправо-влево верхней протяжной ленты осуществляется передвижением колонки (4). Следите, чтобы ленты лежали ровно на валиках.
Рисунок 9
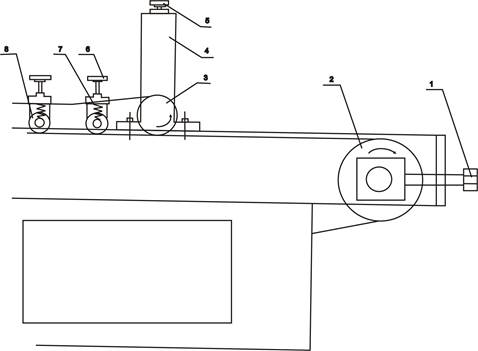
- Регулирующее колесо
- Валик
- Верхняя лента
- Стояк
- Ручное колесо
- Ручное колесо для регулировки давления
- Прижимная пружина
- Прижимной валик
Регулирование давления верхней протяжной ленты.
Регулирование давления производится в соответствии с характеристиками используемой бумаги. Давление регулируется с обеих сторон вращением ручного колеса (5), расположенного на верху стояка (4), давление средней силы регулируется ручным колесом (6) или прижимной пружинкой 7. Скорость протяжки зависит от мотора с переменной скоростью работы и может быть настроена в соответствии с требованием.
10. Регулирование уровня клея
Клеевой насос регулируется как вручную, так и автоматически. При ручной наладке нажмите на кнопку start или stop ; когда устанавливается автоматический контроль, клеевой насос автоматически меняет уровень клея. Как показано на рисунке 10
(1. Дозировальный валик; 2. Уровень; 3. Регулировочный болт; 4. Клеевой валик), когда уровень клея ниже, чем на среднем регулирующем стержне, релейный выключатель запускает насос. Когда уровень достигает самого высокого стержня, реле отключает насос.
Рисунок 10
V. ЭЛЕКТРИЧЕСКАЯ ЧАСТЬ КАШИРОВАЛЬНОЙ МАШИНЫ
1. Энергоснабжение.
Пользователь должен подвести 30А трех-фазовое питание. Соедините фазы с контактами на электрощите станка, L1, L2, L3 и заземление N .
2. Управление электрическими узлами.
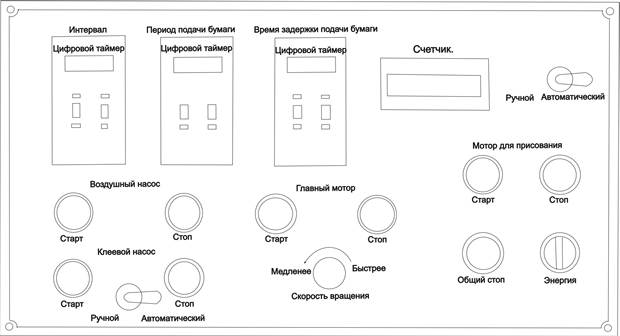
Включите красную лампочку на панели управления. Поверните контрольный выключатель регулируемого мотора на «оn». Нажмите на кнопку start главного матора (main motor) и он начинает работать. Установите скорость вращения, поворачивая ручку «rotating speed» в соответствии с требованием ( slow-медленно; fast- быстро). Скорость подачи бумаги регулируется нажатием на кнопки «+» и «-» цифрового таймера (digital time relay). Включите воздушный насос (air suction device) и отрегулируйте силу воздушного потока. Затем нажмите кнопку start мотора для прессования (motor for press) ручкой « speed control» отрегулируйте скорость прессования, и наконец проверьте подачу бумаги и работу клеевого насоса (« pastem pump motor»).
Рисунок 11. Панель управления. Другие обозначения на
панели.
Manual- ручной
Auto - автоматический
Counter - счетчик
Slow - медленно
Fast - быстро
digital time relay – цифровой таймер
pause time - интервал
time of paper feeding – период подачи бумаги
time delаy of paper feeding – время задержки подачи бумаги
- Электрические схемы рис. 12 (1)
- Источник питания ( силовой провод)
- Главный мотор
- Воздушный насос
- Прессовочный мотор
- Клеевой насос
- Контроль
- Силовой провод
- Воздушный насос
- Прессовочный мотор
- Клеевой насос
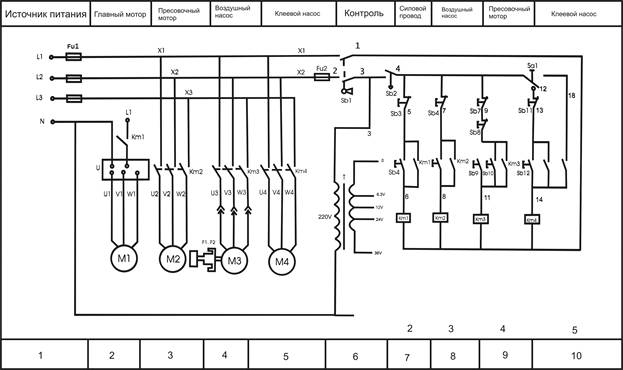
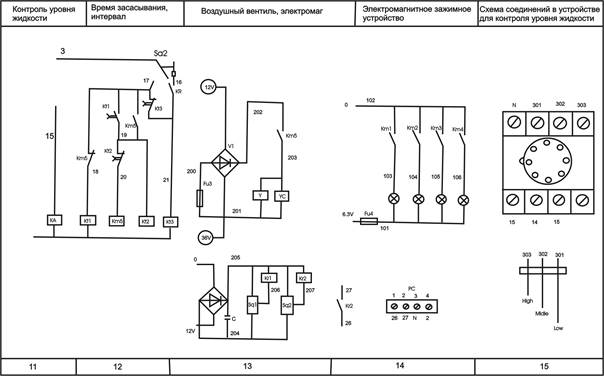
Рисунок 12 (2)
- Контроль уровня жидкости
- Время засасывания, интервал
- Воздушный вентиль, электромаг
- Электромагнитное зажимное устройство
- Схема соединений в устройстве для контроля уровня жидкости
- Список электродеталей.
|
№ |
Код |
Наименование |
Тип |
Кол-во |
|
1 |
FU1 |
Предохранитель |
|
3 |
|
2 |
FU1~FU4 |
Предохранитель |
|
3 |
|
3 |
KM1~KM4 |
Контакты переменного тока |
|
4 |
|
4 |
KM5 |
Контакты переменного тока |
|
1 |
|
5 |
SB1 |
Кнопка |
|
1 |
|
6 |
SB2 |
Кнопка |
|
1 |
|
7 |
SB3~SB12 |
Кнопка |
|
10 |
|
8 |
M1 |
Главный мотор |
|
1 |
|
9 |
M2 |
Мотор воздушного насоса |
|
1 |
|
10 |
M3 |
Мотор |
|
1 |
|
11 |
M4 |
Мотор |
|
1 |
|
12 |
T |
Трансформатор |
|
1 |
|
13 |
V1 |
Преобразователь тока |
|
1 |
|
14 |
V2 |
Преобразователь тока |
|
1 |
|
15 |
Y |
Электромагнитный клапан |
|
1 |
|
16 |
YC |
Электромагнитное зажимное устройство |
|
1 |
|
17 |
KT1~KT3 |
Таймер |
|
3 |
|
18 |
KA |
Реле уровня жидкости |
|
1 |
|
19 |
SA1, SA2 |
Кнопочный выключатель |
|
2 |
|
20 |
SQ1,SQ2 |
Фотоэлектрический выключатель |
|
2 |
|
21 |
KR1,KR2 |
Мини реле |
|
2 |
|
22 |
U |
Датчик |
|
1 |
|
23 |
PC |
Счетчик |
|
1 |
VI. Установка и транспортировка кашировальной машины
- Транспортировка
Открывать деревянный ящик нужно осторожно. При подъеме машины следите, чтобы не было перекосов. Избегайте царапин на лаковом покрытии. Нельзя стучать по машине во избежании повреждений внутренних деталей
А. Пусть электротехники проверят все электрические соединения
Б. Проверьте, все ли болты затянуты достаточно туго и смажьте все вращающиеся части.
2. Установка
А. Пол должен быть ровным, помещение достаточно просторным, чтобы обеспечить нормальную работу. Главная часть станка должна быть установлена на бетонированную поверхность.
Б. Отрегулируйте нулевые зазоры между клеевым и хромированным валиками, а также между верхним и нижним зажимными валиками при установке головной части станка.
Прикрепите ножки на болтах и отрегулируйте с их помощью горизонтальное положение станка.
С. После установки головной части все остальные части должны устанавливаться строго по центральной оси.
VII. Обслуживание кашировальной машины
Для обеспечения нормальной работы, уменьшения износа и продления срока службы необходимо тщательное обслуживание станка.
1. Проверяйте состояние основных деталей перед каждой сменой. Смазывайте вращающиеся части.
2. Каждый раз после окончания работы станок необходимо чистить, счищайте остатки клея на клеевом валике и внутри клеевого насоса. Протрите все валики и резервуар с клеем, затем протрите все рабочие поверхности.
3. Берегите от попадания лака на резиновые валики, не кладите посторонние предметы на конвейерную ленту.
4. Если машина не эксплуатируется в течение долгого периода, протрите все яркие поверхности и обработайте внутреннюю часть клеевого насоса антикоррозийным лаком. Покройте машину целлофаном.
VIII. Неполадки и их устранение кашировальной машины
|
Неполадки |
Причины |
Устранение |
|
1. Бумагоподающий валик и валик ленточного конвейера не вращаются |
1. Слишком долгая пауза таймера 2. Фотоэлектрический выключатель не работает 3. Слишком большой зазор в зажиме |
1. Отрегулируйте время вращения 2. Проверьте цепь и отрегулируйте зазор в зажиме 3. то же |
|
2. Нижняя в стопке бумага не идет автоматически или идет сразу несколько листов |
1.Зазор бумажного сепаратора либо слишком большой либо слишком маленький 2. Сила всасывания или слишком велика или слишком мала |
1. Отрегулируйте зазор
2. Отрегулируйте силу воздушной струи |
|
3. Неправильное каширование |
1. Подача бумаги не доходит до обозначенного положения 2. Неправильное положение передней направляющей 3. Несогласованное прижимание верхнего и нижнего валиков |
1. Отрегулируйте подачу
2. Отрегулируйте положение ручным колесом 3. Отрегулируйте прижимание верхнего и нижнего валиков |
|
4. Вода не попадает на валик |
Моющий валик и стальной валик расположены не параллельно |
Отрегулируйте эксцентрик |
|
5. Избыток клея после каширования |
1. Слишком маленький зазор между валиком приема сдвоенных листов и прижимным валиком 2. Слишком много клея |
1. Отрегулируйте зазор
Отрегулируйте количество клея |
|
6. Клей не наносится с правой или с левой стороны нижнего листа |
1. Клеевой валик не параллелен дозирующему или хромированному валику 2. Количество клея с обеих сторон неодинаковое |
1. Выровняйте валики
Отрегулируйте поступление клея по обеим сторонам |
|
7. Протяжные ленты провисают |
1. Верхняя протяжная лента провисает 2. Нижняя протяжная лента провисает |
1.Отрегулируйте положение колонки (стояка) 2. Отрегулируйте приводной валик |