Инструкция на оборудование Ниткошвейная машина SX-430

РУКОВОДСТВО ПОЛЬЗОВАТЕЛЯ
I. ОБЩАЯ КОНСТРУКЦИЯ И ОСОБЕННОСТИ НИТКОШВЕЙНОЙ МАШИНЫ
Ниткошвейная машина БХ-430 предназначена для шитья нитками толстых брошюр, состоящих из большого числа сигнатур. Основные части машины следующие:
1. Модуль подачи книги;
2. Модуль шитья и подачи нитки;
3. Смазочная система;
4. Электрический пульт управления.
Основные особенности данной машины следующие:
1. Передвижная конструкция и простота эксплуатации
Данная машина сконструирована в виде передвижной конструкции и обладает возможностью выполнения множества операций. Тем не менее, такая конструкция приводит к необходимости точной координации действий при выполнении многих сложных операций.
Данная ниткошвейная машина проста в эксплуатации.
2. Широкий диапазон прошивки
Максимальный размер прошивки данной машины 430 (длина) на 250 (ширина) мм. Она может также пригодна для брошюровки карманных изданий. Максимальное число стежков - 12. Для минимального числа ограничение отсутствует, а само их число выбирается оператором.
3. Возможность непрерывной работы.
Данная ниткошвейная машина работает в непрерывном режиме. После того как сигнатуры помещены в модуль подачи, они подаются самой машиной и выходят наружу после сшивки. Во время работы нет необходимости в остановке машины.
4. Автоматическая отрезка нити
Данная ниткошвейная машина имеет устройство автоматической отрезки нити, после последней сигнатуры каждой книги.
Пусть ниткошвейная машина сделает один оборот в режиме холостого хода. Таким образом, в результате этого будет сделана петля на верху сигнатурного блока. Затем петля затягивается на резальном устройстве. Во время выполнения прошивки следующего
сигнатурного блока заканчиваемый сигнатурный блок медленно перемещается вперёд, а петля, затянутая на резальном устройстве, будет автоматически отрезана режущей пластиной, расположенной сзади резального устройства, как результата поступательного движения вперёд. Это довольно удобно для оператора, для которого нет необходимости в выполнении дополнительных операций или уделения особого внимания на выполнение таковых. Таким образом, все петли, сделанные во время холостого хода, будут отрезаны отрезным устройством.
5. Устройство контроля обрыва нити
Ниткошвейная машина оснащена простым и надежным устройством контроля обрыва нити. В случае обрыва ниткошвейная машина автоматически останавливается
6. Уменьшение количества регулировок
Все перемещения, происходящие в данной машине, происходят благодаря соответствующим кулачковым упорам. Это довольно удобно для осуществления регулировок, т. к. доступные для этого устройства имеются в различных частях машины.
1. Технические параметры
Параметр 8Х-430Б 8Х-460С
Скорость шитья 35-60 шт/мин 50-85 шт/мин
Максимальный размер книжного блока 225*230 мм 460*230 мм
Максимально используется игл 6 шт 11 шт
Шаг между иглами 19 мм 19 мм
Мощность основного двигателя вспомогательного двигателя 1,1 кВт
0,37 кВт
Г абариты 2300*1400*1400 мм
Вес 1200 кг
2. Установка и настройка
При распаковке проверьте целостность машины, отсутствие повреждений и комплектность, согласно перечня.
Снимите упаковку, очистите машину от консервационной смазки.
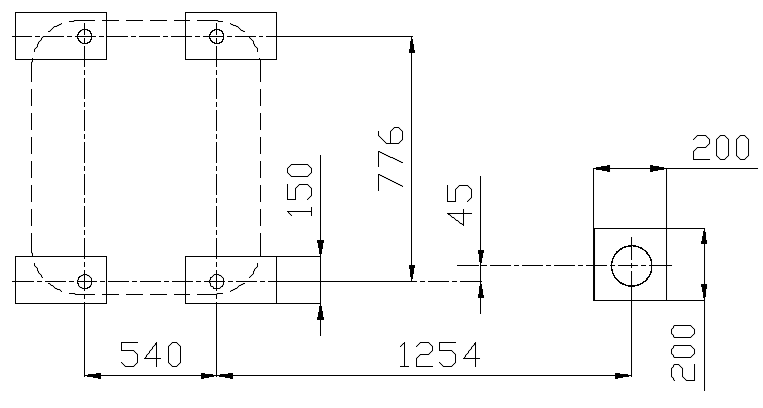
Установите машину на предварительно подготовленный пол/фундамент, зафиксируйте болтами машину. Подготовка пола заключается в устройстве фундамента по уровню (строго горизонтальное основание) согласно схеме, приведенной на рис 1.
Проверьте свободу перемещения подвижных частей, силу затяжки всех винтов и болтов, свободу вращения шкива. Выполните на машине 1~3 цикла, проворачивая штурвал руками, проверьте отсутствие блокировок. Обратите внимание на работу машины при нахождении игл в верхней и нижней точках траектории. Если все вышеуказанное в норме, то включите источник питания, начните работу на малой скорости, постепенно увеличивая скорость до необходимой, проверяя при этом качество результата.
Внимание! Производитель оставляет за собой право изменять размеры ниткошвейной машины без предупреждения.
Общее описание работы машины:
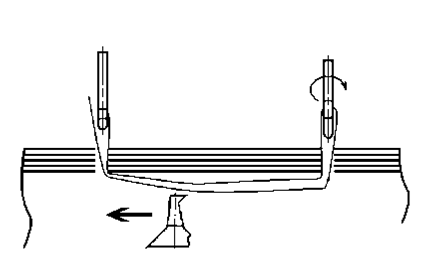
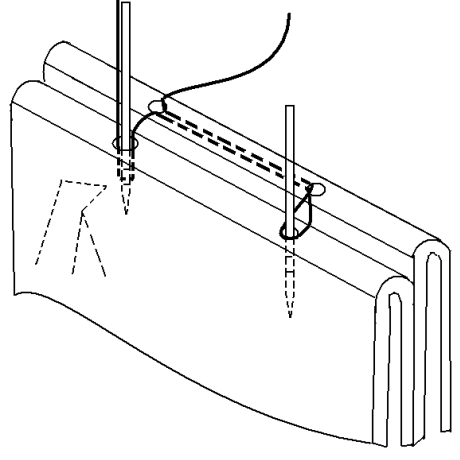
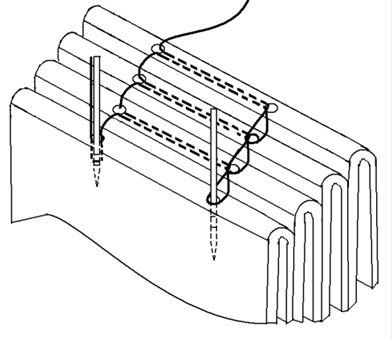
Сигнатура, помещенная на модуль подачи, автоматически передается на подвижной стол. Подвижной стол подает сигнатуру в место прошивки. В верхней точке подвижной стол останавливается. Необходимые для прохождения иголок и крючков отверстия проделываются шильями, выходящими из подвижного стола снизу вверх. Затем швейные иглы с нитью и крючковые иглы опускаются через эти отверстия вниз. Крючковые иглы поворачиваются на 180 градусов. Для образования небольших петель швейные иглы поднимаются на 1-2 мм. Нижние крючки зацепляют эти петли и протягивают нить до крючковых игл и накидывают нить на крючковые иглы. Швейные иглы и крючковые иглы поднимаются наверх. Крючковые иглы вытягивают наверх нить и поворачиваются обратно на 180 градусов образовав петлю. При последующих циклах крючковые иглы вытягивают нить через эти петли.
Для разделения книжных блоков, необходимо сделать цикл без сигнатуры. При этом ниткошвейная машина накинет образовавшиеся петли на обрезное устройство. После прошивки еще нескольких сигнатур эта петля будет автоматически разрезана и таким образом книжный блок отделится от следующего.
II. ОПИСАНИЕ ОСНОВНЫХ ЧАСТЕЙ НИТКОШВЕЙНОЙ МАШИНЫ
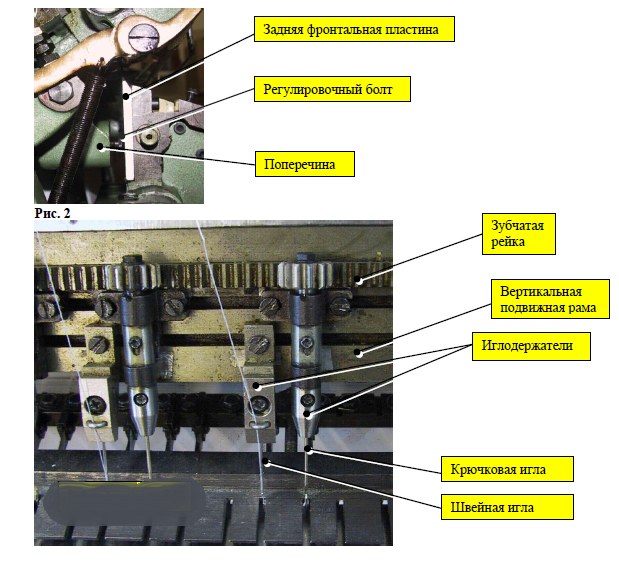
Все части данного блока крепятся на поперечине рамы в то время, как поперечина крепится на левой и правой рамах с наклонов в 30 градусов. Этот блок выполняет четыре основных действия: перемещение вверх/вниз вертикальной подвижной рамы, качательное движение для образования петель, колебание толкающего блока и горизонтальное перемещение зубчатой рейки.
Вертикальная подвижная рама совершает движения вверх/вниз вдоль двух криволинейных пазов (поднимающего и опускающего). Её перемещение составляет около 30 мм для сшивания и зацепления. Оно может быть отрегулировано по вертикали посредством регулировочного болта на обоих концах.
Вертикальная подвижная рама движется вперёд от поперечины для формирования петель и удерживается криволинейным пазом. Когда вертикальная подвижная рама движется вниз, она может производить колебательное движение вниз/вверх на расстояние около 20 мм (т. е. когда осевой вал совершает движение в резьбовом отверстии, расположенном снаружи ниточного колебательного держателя с тем, чтобы ослабить нить в швейной игле, чтобы не допустить обрыва нити. Небольшая пружина растяжения используется для выполнения данной функции.
Когда сигнатурный блок хорошо прошит, а подвижный стол движется вниз, толкающий блок колеблется под действием кулачкового упора с тем, чтобы переместить готовый сигнатурный блок на приемный стол.
Замечание по установке: относительное положение установки толкающего блока и левой и правой головок колебания должно быть так отрегулировано, чтобы толкающие блоки могли бы регулироваться на предмет движения вверх и вниз или вперёд и назад. В случае, когда толкающий блок должен быть удалён при эксплуатации машины, просто поддержите, регулировочный рычаг головок колебания, и толкающий блок может быть наклонён под действием пружины.
Горизонтальное перемещение зубчатой рейки совершается посредством барабана с двойными кривыми на его цилиндрической поверхности. Величина перемещения около 33 мм. Это позволяет крючковой игле поворачиваться вправо на угол около 180 градусов после зацепления нити.
Относительное положение установки поперечины в раме должно определяться в соответствии с положением верхней части рамы. Точная регулировка по длине может быть выполнена для двух регулировочных болтов на поперечине с тем, чтобы при подаче сигнатур шляпки болтов были бы точно против задней фронтальной пластины подвижного стола и не оказывали влияния на качество прошивки при вибрации машины. Кроме того, широкая пружина, расположенная в центре передней поверхности шины опор иголок, используется для того, чтобы прижимать сигнатуры с тем, чтобы они могли хорошо располагаться против задних фронтальных пластин подвижного стола.
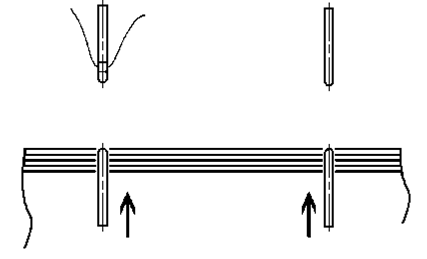
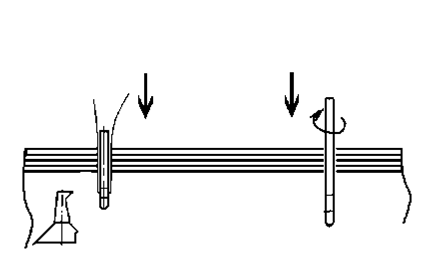
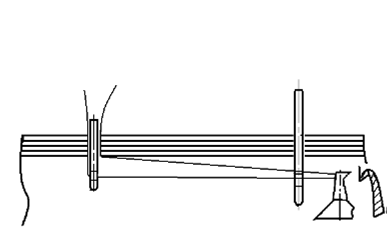
Процесс прошивки:
Сзади поперечины находится диск для нити. Нить устанавливается на диск посредством широкой пружины. Процесс прошивки показан на диаграмме прошивки.
По мере того как нить проходит через диск для нити, её натяжение может контролироваться с помощью регулировки давления пружины сжатия на диске.
Установка и использование иглодержателей:
Количество иглодержателей и расстояние между стежками определяется оператором.
При установке швейная игла должна крепиться ниточным пазом наружу. Крючковая игла устанавливается крючком наружу. Устанавливать иглы следует в верхнем положении вертикальной подвижной рамы.
Первоначально изогнутая часть зубчатой рейки располагается в крайней правой позиции. По мере того как зубчатая рейка перемещается горизонтально влево, крючковая игла поворачивается вправо.
2. Блок зацепления
Три действия выполняются с помощью этого блока:
1) перемещение подвижного стола вперёд и назад;
2) движение нижних игл вверх и вниз;
3) горизонтальное перемещение нижних крючков.
Подвижный стол приводится в движение главным кулачком для того, чтобы перемещаться вперёд или назад. Опора его шкива представляет собой короткий вал эксцентрика. Для её положения могут быть сделаны три регулировки.
Нижние иглы приводятся в движение тремя кулачковыми упорами для движения вверх и вниз. Они должны двигаться вверх, только когда задняя фронтальная пластина держит в закрытом состоянии регулировочный болт на поперечине, но они могут двигаться вниз одновременно со швейными иглами.
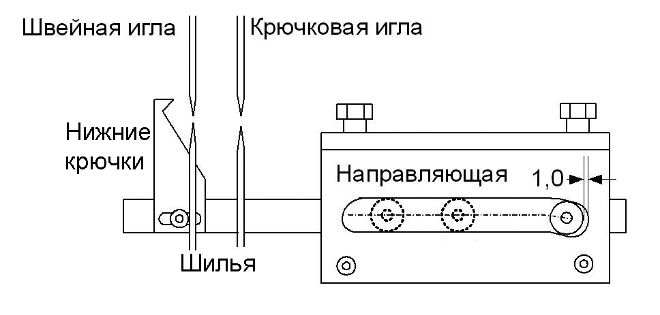
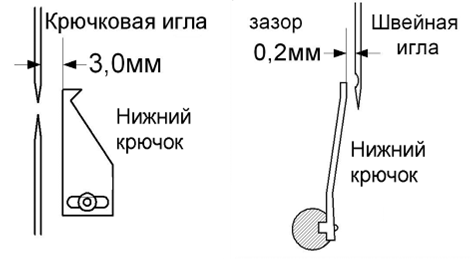
Нижние крючки приводятся в движение через зацепной толкатель, чтобы перемещаться горизонтально вправо и влево и позволить концу крючку совершить небольшое качательное движение вперёд и назад под действием рамной опоры в конце направляющей. Чтобы нижний крючок был соответствующим образом расположен на направляющем стержне, расстояние между нижним крючком и крючковой иглой должно быть около 3 мм, когда нижний крючок отводится в почти правую сторону. В это время расстояние между роликом на направляющем стержне и концом направляющей должно быть в пределах 1 мм.
пользователя
крючковой иглой, чтобы предотвратить от зацепления крючковую иглу. Воздействие вогнутой части заставляет нижние крючки качнуться вперёд после того, как они проходит около крючковой иглы с тем, чтобы нижние крючки могли легко захватить нить. После того как каждый сигнатурный блок прошивается, он перемешается на приемный стол, расположенный сзади машины, с помощью специальной планки, которая имеет две стороны: одна сторона длиннее, чем другая. Они могут использоваться в соответствии с размером сигнатуры. Как только установочный винт ослабевает, данная планка может работать в определённом порядке. Что касается приемного стола сзади машины, то он используется для того, чтобы готовые сигнатурные блоки укладывались на него. Набор дополнительных пластин на нем используется для того, чтобы готовые сигнатурные блоки подавались медленно и аккуратно. Высота приемного стола может регулироваться по желанию. Во время регулировки сначала ослабьте крыльчатую гайку спереди штурвала, а затем поворачивайте штурвал до тех пор, пока не получите подходящую высоту для того размера сигнатуры, которая должна быть прошита. После этого затяните гайку.
4. Блок главного вала
Шесть кулачковых упоров, ведущая шестерня, большая коническая зубчатая передача и тормозное устройство расположены на главном валу. Все основные перемещения, совершаемые частями данной машины, совершаются с помощью кулачковых упоров и ведущей шестерни. Большая коническая зубчатая передача входит в зацепление с маленькой конической зубчатой передачей с помощью штурвала. Он используется для ручного управления машиной. Тормозное устройство служит для того, чтобы обеспечивать лёгкую остановку подвижного стола в его крайнем положении. Взаимная связь кулачковых упоров означает взаимосвязь разнообразных частей машины между собой. Следовательно, следует особо отметить важность правильности относительного положения кулачковых упоров при установке машины. Ни когда не допускайте ошибки в направлении вращения главного вала при пробном запуске машины.
Все кулачковые упоры крепятся на валу с помощью конических штифтов. Кроме того, на упорах имеются несколько отверстий для винтов. Они используются только для временного затягивания при установке.
Правильное положение большой конической зубчатой передачи, приводимой в движение маховиком, должно быть таким, чтобы ступица нити, зацепляющей кулачковый упор, плотно нажимала на выступ вала с тем, чтобы он не мог иметь осевой люфт. В обычном режиме работы ниткошвейная машина приводится в движение фрикционным колесом узла привода с помощью фрикционных канавок на наружной части кулачкового упора. При нажатии на педаль оператором фрикционное колесо плотно прижимается, чтобы привести в движение машину. Как только отпускается педаль, фрикционное колесо останавливается, и ниткошвейная машина прекращает работать. Стальная тормозная пластина находится на внешней части тормозного диска. Степень его затяжки может регулироваться с помощью гаек. Его функция - плотно притягивать тормозную пластину, когда подвижный стол движется наружу и отпускать её при движении подвижного стола вверх и внутрь. Таким образом, регулировка должна быть выполнена так, чтобы стальная пластина плотно не прилегала к тормозному диску, когда подвижный стол находится в положении прошивки.
III. ЭКСПЛУАТАЦИЯ И ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ НИТКОШВЕЙНОЙ МАШИНЫ
1. Во время работы ниткошвейная машина не нуждается в остановке. Она может эксплуатироваться для непрерывного шитья.
2. Когда оператор компонует сигнатуры, которые должны быть сшиты, или не отходит от рабочей позиции, то электропитание может не отключаться, позволяя мотору совершать холостые обороты.
3. При выполнении регулировок (таких как регулировка длины стежка или высоты
пользователя
фронтальных пластин) электропитание должно отключаться. Регулировка должна выполняться после остановки мотора.
4. Перед каждым началом смены перед пуском машины или после выполнения регулировок должны быть выполнены следующие действия:
а) Осмотрите все подвижные части, чтобы проверить их на предмет загрязнения и отсутствия в них посторонних предметов.
б) Залейте во все смазочные отверстия подходящее смазочное масло. Количество масла, которое должно быть залито, и частота смазывания определяются в соответствии с требованиями, предъявляемыми для различных смазочных отверстий.
в) Перед брошюрованием сначала необходимо, чтобы ниткошвейная машина сделала полный рабочий цикл с помощью маховика. Если всё пройдёт в штатном режиме, то пусть ниткошвейная машина сделает холостой ход и после этого подайте сигнатуры для брошюровки.
5. Чистите машину в конце каждой смены и всегда удаляйте из неё остатки бумаги.
6. Если планируется не использовать машину в течение более, чем два дня, то все незащищённые поверхности должны быть покрыты антикоррозийной смазкой.
7. Персонал, не обученный работе на данной машине, не должен допускаться к её эксплуатации.
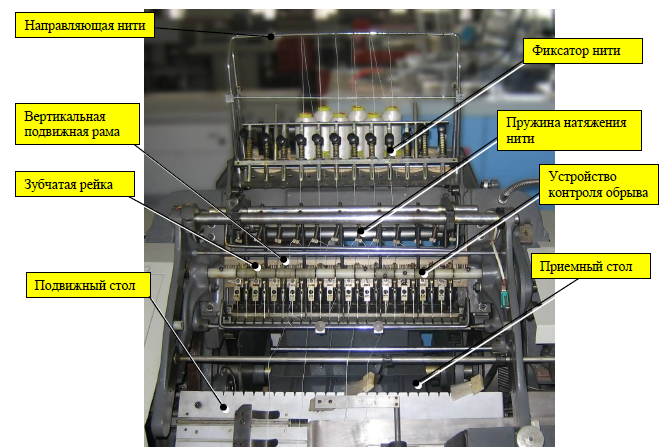
СХЕМА ЗАПРАВКИ НИТИ
Машины ниткошвейные SX-430B, 8Х-460С ПУЛЬТ УПРАВЛЕНИЯ
Индикатор
питания
Скорость
Скорость
Стоп
На пульте управления расположены:
- Общий выключатель и индикатор питания
- Кнопки включения и выключения двигателя
- Регулятор общей скорости
- Регулятор скорости подачи
Рабочий цикл
Заправьте нить в используемые при шитье иглы, как показано на схеме. Настройте подачу (положение толкателей), чтобы ниткошвейная машина могла работать в цикле.
Уложите книгу на подачу, проследите, чтобы края листов были выровнены. Ниткошвейная машина готова к сшиванию книги.
Рабочий процесс состоит из следующих операций:
1. Подача книги толкателями
2. Подача до точки сшивания на столе
3. Фиксация стержнями
4. Выполнение отверстий под иглы и крючки
5. Выполнение стежка
6. Прижим планками сшитого блока
Выполнение всех операций происходит до получения сшитого блока из требуемого количества книжных заготовок. Последний стежок выполняется без подачи книги, при этом происходит зацепление нити обрезным устройством.
Настройка каждого шага
Подача цепи
Шаг подачи цепи 15.875 мм, имеется 5 пар толкателей. Цепь передает книги на стол подачи непрерывно. Позиции книжных толкателей зависят от длины книг и требуют соответствующей настройки.
Винт
натяжения цепи
Для подстройки синхронности подачи книги и движения стола подачи следует снять 2 болта на зубчатом колесе, приводящем в движение цепь, освободить колесо, подобрать положение толкателей на цепи.
Подача книжки на прошивку
Винт слева от главной направляющей используется, чтобы корректировать расстояние между верхними и нижними направляющими, которые настраивают под толщину книги. После корректировки винт должен быть затянут, следите, чтобы вибрация не ослабляла винт, иначе не избежать повреждения книг.
Качество шитья
Качество швов главным образом зависит от правильности взаимного расположения каждых иглы, крючка и зацепа относительно стола прошивания. Перед поставкой ниткошвейная машина соответствующим образом настроена.
1. Положение отверстий.
Шилья должны выйти в сгибе книги между передней и задней пластинами. Убедитесь, что отверстия находятся в середине сгиба. В противном случае корректируйте позицию пластины - для этого ослабьте винты с обеих сторон, переместите пластину, затем зафиксируйте.
2. Иглы и крючки
Иглы и крючки должны войти в перфорированные отверстия.
3. Крючок для нитей
Нить после иглы должна зацепиться нижним крючком, затем пройти через «ушко» крючка, формирующего петлю. Для свободного и беспрепятственного прохождения нижнего крючка вокруг иглы должно быть достаточно свободного расстояния. Игла может быть сломана, если нижний крючок встретится при своём движении с иглой. Корректируя положение планки с нижними крючками, ослабьте фиксирующий винт, переместите планку в нужную позицию, затем зафиксируйте винт.
4. Сцепление
Электромагнитное сцепление из элементов ВЬБ6-40, 2Б25-40/Л используется в системе запуска этой машины. Двигатель приводит в движение все основные части машины.
Рабочее расстояние 5 между дисками выставлено и отрегулировано на заводе. Корректировки не требует.
Обслуживание
1. В машине установлена центральная смазочная система, перед каждой сменой производите 10-12 качков ручкой системы смазки, чтобы подать масло в смазочную систему. Последующие качки будут производить непосредственную смазку. Следите за уровнем масла в системе, при обнаружении недостатка масла добавляйте до необходимого уровня. Для частей, которые не смазываются центральной смазочной системой, используйте ручную пресс¬масленку. Масло должно регулярно добавляться (его не должно быть слишком много) в редуктор. При хорошей смазке ниткошвейная машина сможет работать в течение долгого времени.
2. Ниткошвейная машина работает с бумагой и нитками, в процессе работы обязательно возникают различные остатки, обрезки и прочее. Машину следует содержать в чистоте, регулярно производя чистку.
3. Перед началом каждой смены или после регулировки машины, проверьте, всё ли находится в работающем состоянии, подтяните все винты, совершите 1~3 цикла вращением вручную штурвала; если все в порядке, приступайте к работе.
4. По прошествии четырех лет, следует проверить полностью всю машину, заменить изношенные части; прочистить смазочную систему, заменить в ней всё масло.