Инструкция на оборудование Биговальная машина TYMB-930
Инструкция по эксплуатации
TYMB-930
Содержание
Общие сведения
Основные технические характеристики
Общая конструкция и принцип работы
Установка и ввод в эксплуатацию
Инструкции по эксплуатации
Смазывание и техническое обслуживание
Основные неисправности и пути их устранения
Общие сведения о биговальной машине
Биговальная машина TYMC930, управляемая с помощью микрокомпьютера, представляет собой многофункциональное оборудование для биговки, резки и горячего тиснения картона, кожаных изделий, пластика и т. п. Данная биговальная машина позволит Вам получить высококачественные и привлекательные изделия.
Блок управления биговальной машиной снабжён микрокомпьютером, который позволяет устанавливать точную фиксированную длину и шаг промотки, позволяет экономить потребление электроэнергии, упрощает эксплуатацию биговальной машины.
Перед эксплуатацией биговальной машины прочтите внимательно данную инструкцию с целью правильной её эксплуатации и технического обслуживания.
Основные технические характеристики биговальной машины
|
Сер. № |
Название |
Технические характеристики |
|
1 |
Рабочая область стола |
930x670 мм2 |
|
2 |
Режимы биговки и резки |
Непрерывный режим Режим с задержкой |
|
3 |
Скорость работы при непрерывном режиме |
1500 лист/час (25 лист/мин) |
|
4 |
Регулируемый диапазон задержки |
0-9.99 с |
|
5 |
Регулируемая дистанция между плитами |
-1…+10 мм |
|
6 |
Максимальное давление при высечке |
170000 кг |
|
7 |
Режим подачи |
Ручной |
|
8 |
Характеристика главного мотора |
3 КВт, 960 rpm, 380 В/3, 50 Гц |
|
9 характе-ристики компью-тера |
Рабочее напряжение |
АС180-230 В 50 Гц |
|
Диапазон счётчика |
0-99999 |
|
|
Макс. количество шагов |
25 |
|
|
Максимальная длина шага |
99.9 см |
|
|
Минимальная длина шага |
3 шага |
|
|
Характеристика импульса |
0.5-9.9999 П/мм |
|
|
9 |
Размеры (ДxШxВ) |
1880x1770x1700 мм |
|
10 |
Вес |
3600 кг |
Общая конструкция и принцип работы биговальной машины
Данная биговальная машина, главным образом, состоит из трёх основных частей, таких как блока резки и биговки, блока горячего тиснения и блока управления со встроенным компьютером.
Блок резки и биговки
Данный блок состоит из основания, подвижной плиты, соединительной тяги, магнитной муфты и привода (смотрите Рис. 1). Мотор приводит в движение маховик с ременным шкивом. Под действием магнитной муфты и маховика происходит вращение ведущего вала. Затем движение передаётся и замедляется посредством специальной зубчатой передачи. Главный вал приводит в движение зубчатую передачу, которая приводит в действие соединительные тяги (шатуны), которые, в свою очередь, приводят в движение плиту для осуществления операций биговки, резки и горячего тиснения.
Подвижный стол (смотрите Рис. 1)
К поверхности подвижного стола крепится металлическая пластина (25) при помощи шести винтов М8 с потаённой головкой. Картон, который должен быть обработан, укладывается на плиту. Он может переворачиваться, для чего используется другая сторона.
Слева и справа внутри подвижного стола расположены круговые направляющие (3); на середине стола крепится криволинейная направляющая (7). Круговые направляющие проходят по футеровочной плите направляющей (4) основания, а кольца перемещаются по подшипнику (8) основания, тем самым, формируя правильную траекторию перемещения стола.
По обеим сторонам вала подвижного стола установлены левая и правая эксцентриковые втулки, соединяемые посредством поперечины, с ручкой холостого хода (1). В режиме обычной работы специальный упор на поперечине удерживается в пазу опорной плиты. Во время фальцовки и резки, при наличии бумаги, нажимайте на ручку холостого хода, чтобы повернуть левую и правую эксцентриковые втулки на определённый угол. В следствии этого, будет увеличиваться расстояние между столами с тем, чтобы избежать фальцовки и резки. Специальный поршневой подъёмник (17) передаёт движение эксцентриковой втулке для того, чтобы автоматически осуществить сброс ручки холостого хода во время следующего рабочего цикла.
Эксцентриковая передаточная втулка (5) расположена между отверстиями левой и правой соединительных тяг и внутренней эксцентриковой втулки (4) (смотрите Рис. 2). При помощи ключа поверните зубчатую ось (6), которая повернет втулку (5) для регулировки расстояния и параллельности расположения подвижной плиты и основания. Расстояние регулируется в пределах от –1 до + 10 мм. После регулировки зафиксируйте эксцентриковую зубчатую втулку при помощи специальной секторной пластины (2).
Основание (смотрите Рис.1)
На середине основания располагается массивная пластина; спереди основания располагаются левая и правая футеровочные плиты направляющей (4) вместе с полым кольцом (8) в середине; сзади основания расположен привод.
Передняя направляющая основания поддерживает круговую направляющую (3) с тем, чтобы подвижный стол мог совершать требуемое движение. Кроме того, ролик на вкладыше кольца (8) регулирует движение кольца (7) на подвижном столе. Оба из них служат для придания необходимой траектории движения подвижному столу.
Рама стола (28), на которой находится режущая пластина, находится на массивной пластине основания вместе с ножками (12) под основанием, прижимной пластиной (30) и ручкой для нажимной пластины (29) сверху основания.
Привод биговальной машины находится сзади основания (смотрите Рис.3). Валы (8) двухосный и трёхосный непосредственно установлены на нём. Поддерживающая опора вала находится с правой стороны основания, она поддерживает вал вместе с маховиком (1) и консолью магнитной муфты.
Привод и магнитная муфта (смотрите Рис.3)
Вал (8) установлен на соединительной опоре сзади основания с правой стороны. Маховик (1) вращается на валу с помощью двух подшипников. Станина магнита (3) магнитной муфты соединяется с валом посредством шлица и может свободно перемещаться вдоль вала (асбестовые детали находятся по обе стороны якоря и могут заменяться в случае их износа). При включении муфты станина вырабатывает электромагнитное поле, притягивая якорь и приводя в движение вал посредством маховика. При выключении пружина тормоза, находящаяся внутри, отводит якорь назад от маховика, прижимая его в противоположную сторону от тормозного блока (4) с целью остановки вала.
Тормозной блок крепится на подшипнике вала, который регулирует его осевое положение при помощи трёх винтовых регулировочных втулок (5) с тем, чтобы регулировлся рабочий ход муфты в пределах 0.3-0.4 мм. Специальные болты проходят через внутренние отверстия винтовых втулок и удерживают тормозной блок.
На правом конце вала находится специальное устройство квадратной формы для восстановления движения вала в случае заклинивания стола. С правой стороны электрической коробки находится переключатель “Test/Run” для приведения в действие магнитной муфты при проверке с тем, чтобы вызывать высвобождение приводной системы из режима торможения и с целью ручного управления.
В распределительном блоке сзади основания находятся двуось (11) и трёхось (12). Кривошипно-шатунные зубчатые колёса с обеих сторон трёхоси используются для приведения в движение подвижного стола посредством соединительной тяги. Специальный зубчатый механизм, используя косозубые зубчатые колёса (или сдвоенные косозубые зубчатые колёса), способствует стабильности работы привода, понижению шума и усилению крутящего момента.
2. Блок тиснения (смотрите Рис.4)
Блок тиснения в целом состоит из трёх основных частей таких как штамповочной головки (10), штамповочной пластины (4) и вала подачи (2).
На большой пластине корпуса биговальной машины находятся нагревательная пластина, которая закреплена при помощи винтов. Штамповочная головка, установленная на верху корпуса биговальной машины, имеет ролик для фольги (7), ременной ролик (8) и три приёмных вала (9). Под большой пластиной корпуса биговальной машины находятся два подающих вала, которые приводятся в движение мотором постоянного тока (1) (с регулируемой скоростью) и которые используются для подачи фольги, натяжение которой регулируется специальной пружиной на несущем конце вала.
Фольга находится на подающем валу (2), проходит через верхнюю и нижнюю оси (3, 6). Затем после тиснения остаток фольги подаётся на приёмный вал (9) для намотки на ролик (7) и ременной ролик (ролик давления 8).
Три приёмных вала приводятся в движение кривошипно-шатунным механизмом на главном моторе посредством вала-шестерни (11). Три ролика для фольги приводятся в движение раздельно при помощи синхронного мотора. Их скорость синхронно регулируется для стабильной работы при подаче фольги.
3. Система электронного управления
Управление биговальной машиной подразделяется на две составляющие: управление работой биговальной машины и контроль функции защиты.
(1) Биговальная машина имеет две основные функции – фальцовка и резка и штамповка. Управление данными функциями осуществляется с помощью микрокомпьютера и с помощью специальных органов управления, расположенных в секции электронного управления (Рис.1, 16), которая находится на правой стороне биговальной машины. Панель управления показана на Рис.7.
(2) Механизм защиты состоит из передней защитной рамы (31), специального треугольного рычага (26) и тормозного рычага (6) (смотрите Рис.1).
Механизм защиты (31) находится на конце основания; специальный треугольный рычаг (26) находится на конце подвижного стола; тормозной рычаг (6) находится спереди левой стороны основания (смотрите Рис.1).
При попадании в опасную зону в передней позиции закрытия подвижного стола нажмите на защитную раму или надавите на треугольный рычаг, или тормозной рычаг для того, чтобы немедленно остановить работу подвижного стола.
Установка и ввод в эксплуатацию биговальной машины
1. Установка
(1) Первоначально биговальная машина полностью упакована в коробку. При транспортировке и распаковке старайтесь сильно не ударять коробку, чтобы избежать проблем с последующей работой машины. Проверьте запасные части в соответствии с прилагаемым списком.
(2) План основания для установки показан на Рис.5.
Установочные винты могут быть не в соответствии с пожеланиями заказчика.
(3) После установки биговальная машина должна находится в горизонтальной плоскости.
2. Ввод в эксплуатацию
(1) Проверка перед началом работы
Протрите наличие антикоррозийной смазки и проверьте крепёж всех деталей.
Залейте смазочное масло в масляный насос и во все отверстия для масла в маслосборниках, проверьте движение масла.
Проверьте мотор и все электрические соединения, чтобы убедиться в их сухости и изолированности.
Проверьте наличие необходимого напряжения во внешней сети.
Инструкции по эксплуатации биговальной машины
1. Краткое введение в операцию фальцовки и резки.
(1) Биговальную машину разрешается эксплуатировать после проведения проверки её работоспособности.
(2) Закрепите раму, на которой находятся ножи для фальцовки и резки, на основании биговальной машины. При установке, настройке и регулировке расстояния следует отключать биговальную машину от питающей сети.
(3) При поставке с завода-изготовителя регулируемое расстояние устанавливается равным 27 мм (включая толщину рамы и опорной пластины стола). Фактическое расстояние может регулироваться в пределах 26-38 мм в зависимости от высоты ножа, толщины картона и высоты матрицодержателя.
(4) Нажмите кнопку “START” на тормозном рычаге для того, чтобы запустить мотор и привести в движение маховик.
(5) После того как будет достигнута рабочая скорость, нажмите кнопку “PRESSING” на рычаге, которая приведёт в действие магнитную муфту для начала работы подвижного стола.
(6) Для случая, если оператор не может закончить подачу бумаги вручную за один цикл работы, может быть установлено определённое время задержки. В этом случае биговальная машина будет останавливаться на определённое время в положении открытия на каждом цикле работы, а затем будет продолжать следующую фальцовку и резку. Время задержки устанавливается с помощью компьютера.
(7) Во время работы, если бумага находится не в правильном положении или, если готовый продукт не может быть убран во время, и подвижный стол находится в положении закрытия то, чтобы избежать траты бумаги, нажмите на ручку холостого хода или переднюю защитную раму, или на треугольную ручку, или тормозную ручку, чтобы остановить биговальную машину (выберите любой из трёх способов). Нажмите кнопку “PRESSING” , чтобы снова запустить биговальную машину после осуществления корректировки положения картона или удаления конечного продукта.
2. Инструкции по штамповке с помощью компьютера
(1) Процедура работы при штамповке
а. Установите пластину: снимите каркас пластины, закрепите две нагревательные пластины на столе корпуса биговальной машины с помощью винтов.
b. Подайте и установите фольгу: установите катушку с фольгой на подающий вал; пропустите фольгу через верхний и нижний ведомые валы и через толкающий валик и ременной валик, чтобы фольга соединялась с приёмным валом. Смотрите Рис. 4.
с. Осуществите предварительный нагрев.
d. Введите значения параметров на панели управления компьютером (смотрите пункт 4.).
e. Осуществите проверку работоспособности.
f. Режим непрерывного тиснения.
(2) Основные функции компьютерной панели (смотрите Рис.7)
1) Дисплей
Первое окно на дисплее с левой стороны разделёно на две секции: большую, состоящую из ячеек для 5 цифр, которая используется как счетчик, и маленькую, состоящую из ячеек для 2 цифр, которая используется для отображения времени задержки.
Второе окно на дисплее отображает рабочие параметры группы I. Во время работы оно отображает длину шагового перемещения, а после работы текущее значение шага.
Третье окно на дисплее отображает рабочие параметры группы II. Во время работы оно отображает длину шагового перемещения, а после работы текущее значение шага.
Четвертое окно на дисплее отображает рабочие параметры группы III. Во время работы оно отображает длину шагового перемещения, а после работы текущее значение шага.
2) Индикаторные лампочки
Запуск (Run): нажмите кнопку “Run” для того, чтобы перевести биговальную машину в режим работы – она загорится.
Установка данных (Set): нажмите кнопку “Set” (до нажатия “Run”) для того, чтобы войти в режим установки данных – она загорится.
Муфта (Clutch): когда муфта находится в рабочем состоянии, данная кнопка горит.
Питание (Power): при включении питания данная кнопка загорается.
PА/PB/PC: показывает последовательность операций для группы I.
Work I: индикация работы для группы I.
PА/PB/PC: показывает последовательность операций для группы II.
Work II: индикация работы для группы II.
PА/PB/PC: показывает последовательность операций для группы III.
Work III: индикация работы для группы III.
3) Кнопки управления
Кнопка “Reset” (сброс): Она используется для останова биговальной машины и перевода её в режим ожидания во время работы. Все индикаторные лампочки для режимов работы и настройки не горят.
Кнопка “Clear” (очистить): Используется для сброса показаний счётчика в индикаторном окне. В режиме установки параметров служит для сброса устанавливаемых параметров.
Кнопка “Set” (установка): Служит для установки параметров в память компьютера для работы биговальной машины (смотрите пункт по установке параметров).
Кнопка “Inc”: Служит для увеличения значений при установке параметров. Нажимайте данную кнопку для медленной пооперационной работы в режиме ожидания.
Кнопка “Dec”: Служит для уменьшения значений при установке параметров. В режиме ожидания эта кнопка запоминает текущее состояние Work для трех групп промотки, при нажатии “Reset”, после загрузки будет восстановлено запомненное состояние .
Кнопка “Run” (запуск): После установки всех необходимых параметров нажмите данную кнопку, чтобы перейти в режим работы, биговальная машина будет работать в соответствии с установленными параметрами.
Все кнопки “Step”: Они используются для того, чтобы осуществлять медленное изменение соответствующих операций в режиме ожидания.
Все кнопки “Work”: Они действуют, когда биговальная машина не находится в режиме работы. Нажатие кнопки включает/выключает данную группу. Когда горит соответствующая индикаторная лампочка, то исполняются команды и параметры для данной группы.
ВНИМАНИЕ! Все индикаторы срабатывают с некоторой задержкой после нажатия кнопки.
3. Запуск компьютера и работа на биговальной машине
Включить питание (загорится “POWER”)
Нажать кнопку “RESET” , переключатель “TEST RUN SWITCH” перевести в “AUTO” (загорится “AUTO” и “RESET”) переключатели “STEP I”, STEP II”, “STEP III” должны быть включены.
Включить компьютер (переключатель “ON|OFF”), загорится “POWER” и появятся цифры во всех индикаторных окнах. Если загорелся индикатор “Cluch”, а в индикаторных окнах высветилось “---“, необходимо включить двигатель (кнопка “START” на ручке) и запустить подвижную плиту (кнопка “PRESSING” на ручке); плита выйдет в нижнее положении и остановится.
ВНИМАНИЕ!!! Если после этого не будет произведено выключение режима “PRESSING” (нажатием на рычаг тормоза (6) или механизм защиты (31) или треугольный рычаг (26)), то при нажатии кнопки “Run” на компьютере плита начнет двигаться!
Теперь компьютер находится в режиме ожидания и готов к вводу данных или началу работы. Для начала работы нажмите кнопку “Run”, загорятся лампочки “Run” и “Cluch”.
ВНИМАНИЕ!!! Если до этого был выключен режим “PRESSING” (нажата кнопка “PRESSING” на рычаге), то при нажатии кнопки “Run” плита начнет двигаться!
4 Установка параметров тиснения биговальной машины
Для оператора выделяются следующие четыре параметра для работы биговальной машины:
Параметр №1 ----- Задержка времени (Delaying time) (единица - 0.1 секунда). Во время работы, когда штамповочная пластина матрицы находится в своём крайнем положении, открывается муфта и начинается отсчёт временной задержки. После окончания временной задержки муфта закрывается, и начинается новый цикл.
Параметр №2 ----- Количество шагов (Step number). Он показывает количество малых шагов, когда система имеет большие и маленькие шаги.
Параметр №3 ----- Длина маленького шага (The length of small step) (единица – мм).
Параметр №4 ----- Длина большого шага (The length of small step) (единица – мм).
Замечание: количество шагов равно 1, если система не имеет разделения на большие и маленькие шаги. При этом параметр №4 не используется.
Примеры установки параметров
Пример: Все данные трёх групп для тиснения одинаковые: маленький шаг 150, большой шаг 600, число шагов 4, время задержки 2 секунды.
Операция выполняется следующим образом:
Включите компьютер, нажмите кнопку сброса “Reset”, компьютер будет находиться в режиме ожидания. Так как значения параметров для каждой группы одинаковое, то можно установить их сразу же все: нажмите кнопки “Work” трёх групп, чтобы лампочки “Work” всех трёх групп загорелись. Нажмите кнопку установки “Set”. Теперь на втором индикаторном окне будет отображаться код параметра №1 - время задержки (в левой секции первого окна отображается “ooo”); в правой секции первого индикаторного окна отображают текущее значение временной задержки (9.9 секунд – максимально). Нажмите “Inc” или “Dec”, чтобы установить значение 2.0 (при удержании кнопок некоторое время параметры начинают меняться быстрее). Нажмите кнопку установки “Set”, теперь во втором индикаторном окне отображается код параметра №2 – количество шагов; в левой секции на первом индикаторном окне отображает два цифровых значения, которые и есть текущее значение количества шагов. Нажмите “Inc” или “Dec”, чтобы установить данное значение в 4, затем снова нажмите кнопку “Set”. Теперь во втором индикаторном окне отображается код параметра №3 - длина маленького шага; левый секция на первом индикаторном окне отображает трёхцифровое значение, которое и есть текущее значение длины маленького шага (мм). Нажмите “Inc” или “Dec”, чтобы установить данное значение в 150, затем снова нажмите кнопку установки “Set”. Теперь во втором индикаторном окне отображается код параметра №4 - длина большого шага; левая секция на первом индикаторном окне отображает трёхцифровое значение, которое и есть текущее значение длины большого шага (мм). Нажмите “Inc” или “Dec”, чтобы установить данное значение в 600. Теперь еще раз нажмите кнопку “Set” что бы установленные данные были приняты и записаны в память компьютера.
Установленные данные постоянно хранятся в памяти компьютера, поэтому нет необходимости каждый раз устанавливать их заново, за исключением того случая, когда они должны быть изменены.
Если значения параметров различаются для каждой из групп, то устанавливайте их, как показано в следующем примере.
Пример: данные для тиснения следующие:
Группа I: маленький шаг 15, большой шаг 60, число шагов 4;
Группа II: маленький шаг 100, большой шаг 200, число шагов 2;
Группа III: маленький шаг 40, большой шаг 200, число шагов 5,
время задержки 2 секунды.
Нажмите кнопку сброса (“Reset”), компьютер будет находиться в режиме ожидания. Сначала установите параметры группы I: нажмите кнопки “Work” для соответствующих групп, чтобы включить группу I и выключить группы II и III (следите за индикацией соответствующих лампочек “Work”). Нажмите на кнопку установки “Set”. Теперь второе индикаторное окно отображает код параметра №1 - время задержки; правая секция первого индикаторного окна отображает текущее значение временной задержки; нажмите “Inc” или “Dec”, чтобы установить данное значение в 2,0, затем нажмите на кнопку установки “Set”. Теперь индикаторное окно для кода параметров отображает код параметра №2 - количество шагов; левая секция на первом индикаторном окне отображает текущее значение шага. Нажмите “Inc” или “Dec”, чтобы установить данное значение в 4. Затем нажмите на кнопку установки “Set”, теперь индикаторное окно для кода параметров отображает код параметра №3 - длина маленького шага. Индикаторное окно для значения параметра показывает текущее значение длины маленького шага; нажмите “Inc” или “Dec”, чтобы установить данное значение в 15, затем нажмите на кнопку установки “Set”. Теперь индикаторное окно для кода параметров отображает код параметра №4 - длина большого шага. Индикаторное окно для значения параметра показывает текущее значение длины большого шага; нажмите “Inc” или “Dec”, чтобы установить данное значение в 60. При нажатии на кнопку установки “Set” установленные данные будут приняты и записаны в память компьютера. На данном этапе оканчивается установка параметров для группы I.
Установка параметров для группы II: нажмите кнопки “Work” для соответствующих групп, чтобы включить группу II и выключить группы I и III Нажмите на кнопку установки “Set”, теперь второе индикаторное окно отображает код параметра №2 (параметр №1 пропущен). Установка соответствующих значений параметров аналогична установке параметров для группы I. Время задержки устанавливается только при установке значений для группы I.
Установка параметров для группы III: нажмите кнопки “Work” для соответствующих групп, чтобы включить группу III и выключить группы I и II Нажмите на кнопку установки “Set”, а затем проделайте действия аналогичные действиям при установке параметров для группы II.
Общее правило при установке значений параметров следующее: та лампочка “Work” горит, для группы которой происходит установка параметров.
Если нет необходимости в установке длины большого и маленького шагов, устанавливайте количество шагов в значение 0.
Установка специальных параметров
Процедура установки специальных параметров аналогична процедуре, используемой для установки общих параметров. После установки параметра №4 не нажимайте кнопку установки “Set”, чтобы закончить установку параметров, а нажмите кнопку “Run”. Второе индикаторное окно отобразит код параметра №6 – время задержки подвижной плиты в закрытом состоянии (в левой секции первого окна отображается “C”); в правой секции первого индикаторного окна отображают текущее значение временной задержки. Нажмите кнопку установки “Set”, чтобы начать установку скорости шагового перемещения. Теперь второе индикаторное окно отображает код параметра №7 (в левой секции первого индикаторного окна отображается “d”). Теперь в правой секции первого индикаторного окна показывается текущая скорость шагового перемещения, единица измерения которой равна шагу, а значение - есть шаговая скорость, которая может быть изменена с помощью нажатия на “Inc” или “Dec”. Изначально значение установлено равным 0. После изменения нажмите кнопку установки “Set”, чтобы полностью закончить изменение параметров.
4) Замечания по установке параметров
Если параметры трёх групп различны, сначала нажимайте кнопку “Work”, чтобы перейти в режим загорелась индикация “Work”, а затем нажимайте кнопку установки “Set”, чтобы войти в режим установки.
При установке маленького шага или большого шага, если отображаются буквы “EP” слева от значения параметра, то это означает ошибку, связанную с текущим параметром, которая, как правило, вызывается слишком маленьким значением параметра, значение которого компьютер не может принять. Нажмите кнопку “Inc”, чтобы убрать с дисплея “EP”.
Компьютер может запоминать состояние “Work” (работа). Для более простой эксплуатации нажимайте на кнопку “Dec”, чтобы ввести в память текущее состояние “Work” (работа) в режиме ожидания.
При пуске биговальной машины, переустановке параметров или настройки их, биговальная машина будет автоматически переходить в состояние “Work” (работа) после запоминания новых значений в памяти.
VI. Смазывание и техническое обслуживание биговальной машины
Ознакомьтесь со всеми рекомендациями, приведёнными в “Инструкции по эксплуатации”.
Требования, предъявляемые к смазыванию биговальной машины:
Роликовые подшипники должны быть смазаны консистентной смазкой, прочие подвижные части биговальной машины смазываются при помощи ручной маслёнки. Смазывайте необходимые части не менее двух раз за смену. Маслосборники должны быть заполнены маслом до соответствующего уровня (Смотрите Рис. 5 для схемы смазывания).
Смазывание очень важно для нормальной работы биговальной машины. Пользователь должен периодически проверять наличие масла там, где оно должно быть.
При установке и демонтаже масляного канала старайтесь не загрязнить его.
Проверяйте работоспособность биговальной машины. При обнаружении каких-либо сбоев в её работе остановите биговальную машину и отремонтируйте её.
Держите биговальную машину в чистоте и исправности.
Проводите один раз в год полный капитальный ремонт биговальной машины и полную замену смазки роликовых подшипников.
VII. Основные неисправности и пути их устранения биговальной машины
В следствие неправильной эксплуатации и технического обслуживания могут произойти следующие основные неполадки при работе биговальной машины, которые приводят либо к невозможности работы самой биговальной машины, либо влекут за собой ухудшение качества конечного продукта.
1. Самая общая проблема – это, так называемое, “Заклинивание”, которое происходит во время фальцовки и резки, при этом в положении закрытия подвижный стол неожиданно останавливается, ремень может проскальзывать, или может остановиться мотор. Это может происходить по следующим причинам:
а. Расстояние у стола не правильно отрегулировано, оно слишком маленькое.
b. Расстояние правильное, но подаваемый картон превышает определённое фиксированное количество.
с. Область ножа перегружена, или перегрузка системы электропитания.
Если произошло “Заклинивание”, сначала выключите питание, нажмите на ручку холостого хода, используйте гаечный ключ для ручного поворота приводного вала для того, чтобы открыть подвижный стол. Затем проверьте расстояние между столами и отрегулируйте его. Если неисправность не устраняется, то значит она вызывается подаваемым картоном, уменьшите подачу бумаги. Если область ножа перегружена, уменьшите нагрузку на биговальную машину.
2. Во время закрытия и открытия может произойти сдвиг подвижного стола, что приводит к неровности в линии отреза и удвоенному числу штрихов.
Это происходит в следствии ухода ножа от сбалансированной позиции так, что подвижный стол уходит в одну сторону, вызывая биение во время фальцовки и резки. Следовательно, следует устанавливать нож в соответствии со сбалансированной позицией стола настолько, насколько это возможно.
Если зазор между ползунами подвижного стола или направляющими основания слишком большой, то также может произойти отклонение стола. Отрегулируйте зазор между верхней и нижней поверхностью верхней и нижней футеровочной плитой направляющего блока подвижного стола, который должен быть менее, чем 0.05 мм.
3. Проскальзывание магнитной муфты. Это может произойти по следующей причине
а. Произошло повреждение асбеста на роторе или загрязнение смазкой, в этом случае следует произвести замену несущих частей.
4. Медленное торможение, стол продолжает перемещение после его торможения. Это происходит по следующим причинам:
а. Рабочий зазор муфты слишком большой так, что уменьшается сила давления пружины. Следует отрегулировать тормозной блок так, чтобы зазор муфты был равен 0.3-0.4 мм.
b. Пружина внутри муфты изнашивается, и её давление становится недостаточным. Следует снять корпус, чтобы проверить пружину.
c. Произошло попадание грязи на сердечник замыкателя КМ2, что приводит к медленному размыканию при пропадании питания. Вытащите сердечник, очистите его и вставьте обратно.
5. Нагрев подшипников. Это вызывается, как правило, недостатком смазочного масла. Проверьте смазку нагревающихся подшипников, прочистите их и смажьте маслом.
6. Если электронное управление не функционирует, то проверьте электрические соединения, отрегулируйте контакты или замените неисправные компоненты.
7. Наиболее общие неисправности компьютерной системы
(1) Данный компьютер может производить самотестирование. Во время работы он высвечивает “E” в одной позиции индикатора и несколько цифр, чтобы показать какая компонента неисправна.
Е2 ----- Показывает, что проблемы со считыванием с интегральных схем №2 и №3 или проблемы с памятью компьютера.
Е3 ----- Показывает, что проблемы с ИС №2, №3 или с одной из них.
ЕР ----- Показывает неправильный параметр.
ЕЕ ----- Показывает проблемы с памятью компьютера.
(2) Компьютер может проверять рабочие параметры системы. Если происходят серьёзные проблемы, то высвечивается “EP”. Если при показании “EP” продолжить работу биговальной машины, то её работа может быть неправильной.
Если произошла проблема с компьютером, его следует проверить и отремонтировать при помощи специалиста.
Рис.1
Рис. 1. Основная конструкция биговальной машины
1. Сброс давления (рукоятка холостого хода), 2. Подвижная плита, 3. Дуговая направляющая, 4. Плоские направляющие скольжения, 5. Фронтальный блок направляющей, 6. Рычаг тормоза, 7. Криволинейная направляющая, 8. Подшипник криволинейной направляющей, 9. Станина, 10. Верхний направляющий блок, 11. Нижний направляющий блок, 12. Упор для заключной рамки, 13. Устройство подачи фольги, 14. Двигатель, 15. Маховик, 16. Электрический шкаф, 17. Поршневой подъемник, 18. Ведущая ось, 19. Ось подвижной плиты, 20. Шатун (тяга), 21. Ось шатуна, 22. Шестерня, 23. Главная ось, 24. Шаговые двигатели, 25. Декельная плита, 26. Треугольный рычаг (блокировка), 27. Протяжные валы, 28. Заключная рама или нагревочная плита, 29. Ручка зажима, 30. Зажим. 31. Передняя защитная рамка (блокировка).
Рис.2
Рис. 2. Эксцентриковое устройство регулировки зазора.
1. Шатун (тяга), 2. Секторная пластина, 3. Измерительная шкала, 4. Эксцентриковая втулка, 5. Эксцентриковая зубчатая втулка, 6. Зубчатая ось.
Рис.3
Рис.3. Кинематическая схема.
1. Маховик, 2. Электромагнитная муфта, 3. Диск сцепления и тормоза, 4. Тормозной диск, 5. Втулка регулировочного болта, 6. Токосъемное кольцо, 7. Электрическая щетка, 8. Ведущий вал (первый вал), 9. Шевронная шестерня ведущего вала, 10. Шевронная шестерня промежуточного вала, 11. Промежуточный вал, 12. Главный вал (третий), 13. Косозубые шестерни промежуточного вала, 14. Шестерня шатуна.
Рис.4
Рис. 4. Устройство секции горячего тиснения
1. Двигатель постоянного тока для натяжения фольги (левая сторона), 2. Вал подачи, 3. Нижний направляющий вал, 4. Нагревательная плита, 5. Фольга для горячего тиснения, 6. Верхний направляющий вал, 7. Протяжные валы, 8. Прижимные валы, 9. Приемные валы, 10. Модуль протяжки, 11. Приводной механизм, 12. Шаговый двигатель (правая сторона).
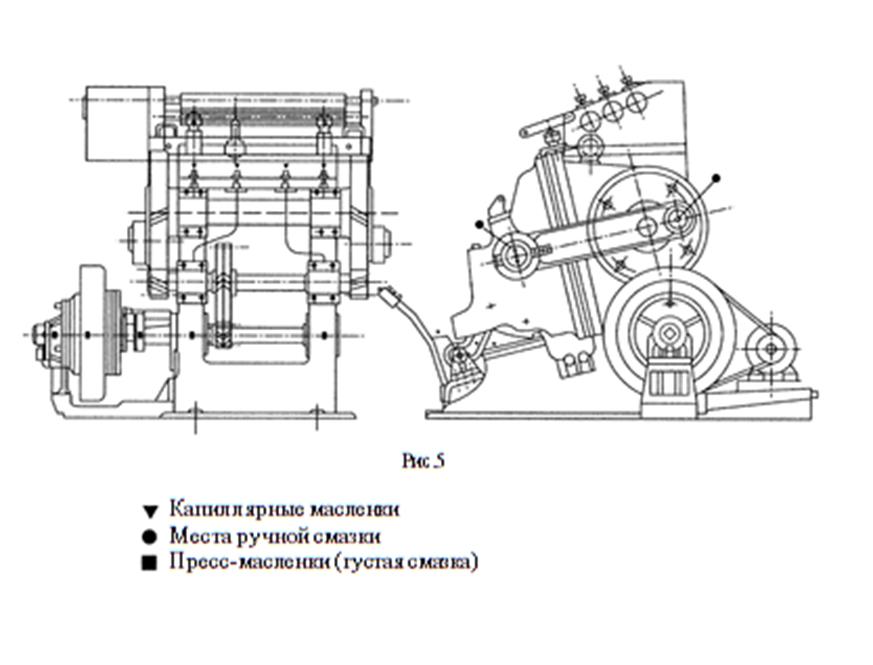
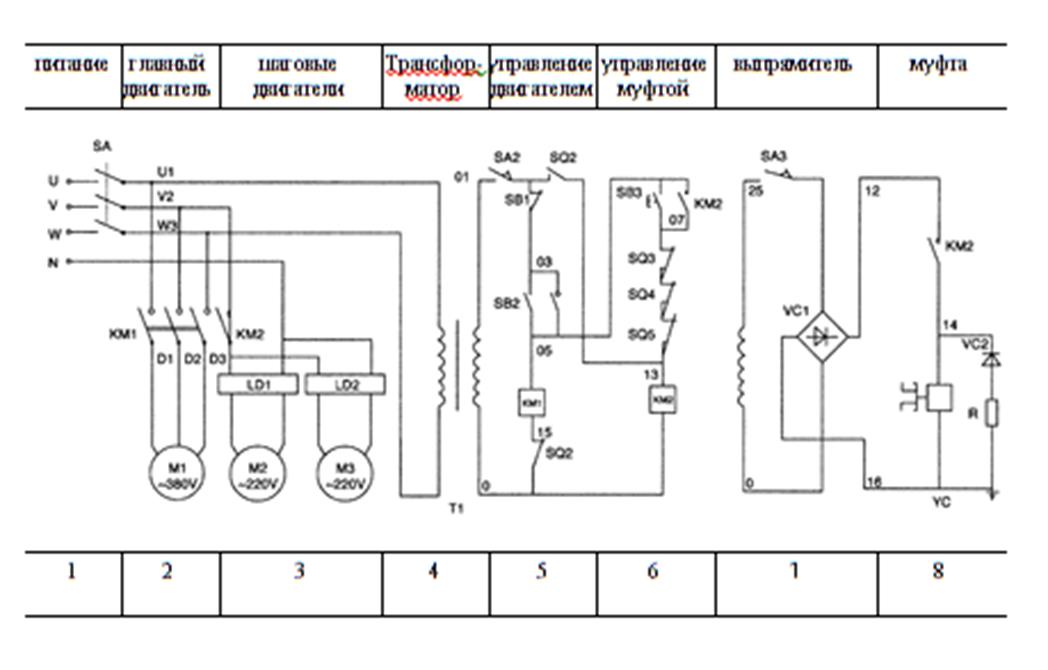
Рис. 6