|
№ |
Наименование |
Кол-во |
|
1 |
Электромеханический раскат для бобин (Шпиндельный) |
2 |
|
2 |
Транспортная вагонетка |
4 |
|
3 |
Гофропресс (single facer) гофр Е, вакуумный съем |
1 |
|
4 |
Нагреватель для картона (крафт-лайнер), диаметр 380 мм |
1 |
|
5 |
Нагреватель для бумаги (флютинг), диаметр 380 мм. |
1 |
|
6 |
Накопительный мост |
1 |
|
7 |
Двухэтажный нагреватель, диаметр 380 мм. |
1 |
|
8 |
Клеепромазочная машина |
1 |
|
9 |
Сушильно-охлаждающий стол (10 подогревающих плит х 520 мм – масляный нагрев) |
1 |
|
10 |
Машина продольной резки с тонкими ножами |
1 |
|
11 |
Машина для поперечной резки |
1 |
|
12 |
Листоукладчик |
1 |
|
13 |
Приемка |
1 |
|
12 |
Главный привод |
1 |
|
13 |
Клеезамешивающая система |
1 |
|
14 |
Внутренняя электрическая система |
1 |
|
15 |
Внутренняя пневмосистема, компрессор |
1 |
Возможно оснастить линию дополнительно следующим оборудованием:
Комплект дополнительных гофровалов под другой профиль
Оснащение линии узлом 2-ножевой поперечной резки (одновременная резка в 2 разных размера по 2-м ручьям)
Автоматический двойной листоукладчик
Техническое описание
Смотрите далее, в приложении А.
Техническое обслуживание
Рабочий персонал Покупателя будет обучен основам эксплуатации оборудования в течение периода монтажа, сборки, установки, ввода в эксплуатацию и пробных запусков.
3-4 квалифицированных технических специалиста будут работать на заводе Покупателя в течение 30 дней периода сборки и наладки линии, ввода в эксплуатацию, пробных запусков. Все возможные расходы на международные авиабилеты, местное транспортное обеспечение, предоставление временного жилья для сотрудников предприятия-Поставщика оплачиваются Покупателем.
ПРИЛОЖЕНИЕ А
Техническое описание и характеристики:
линии по производству трехслойного гофрокартона 1600-3.
Количество требуемых операторов:
9 человек/рабочая смена + 2 человека/рабочая смена
На гофропресс - 1;
На раскаты - 2;
На машину для приготовления и подачи клеевого состава: 1;
На нагреватель: - 1,
На машину для продольной резки – 1,
На машину для поперечной резки -2,
На приёмку и укладку - 2;
Начальник (Бригадир): 1
-- Рабочая ширина: 1600 мм.
-- Рабочая скорость: 40-60 м/мин - 3 слоя
-- Клей на основе картофельного (кукурузного крахмала).
-- Масляный нагрев
-- Устанавливаемая мощность: приблизительно 120 КВт.
-- Длина производственной линии: около 60 м.
1. Направляющие рельсы и Вагонетки W12
Стальная конструкция, всего 4 комплектов.
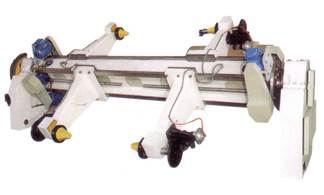
2. Электромеханический раскат бобин
|
|
Электомеханическая загрузка и снятие бобин. Натяжение бумажного полотна обеспечивается пневматической тормозной системой. Максимальный диаметр рулона Ø 1500 мм. Эффективная ширина: 1600 мм.
|
3. Гофропресс, с вакуумным съемом.
|
|
Ширина: 1600 мм. Скорость: 60 м/мин. Гофрирующие цилиндры выполнены из Ni-Cr-MO стали. Твёрдость HRC55-58 по шкале Роквелла. Поверхность валов хромирована. Диаметр верхнего гофрирующего вала: Ø280 мм. Диаметр нижнего гофрирующего вала: Ø280 мм. Диаметр прижимного вала: Ø380 мм. Диаметр клеепромазочного вала: Ø265 мм. Поверхность хромирована и оттиснена сетчатым узором. Регулировка зазоров между валами осуществляется при помощи пневматической системы. Типы гофра по выбору A, B, C, E, F.
|

4. Накопительный мост
Все несущие конструкции узла изготовлена из швеллерного железа, уголка, листового железа. Главная конструкция изготовлена из двутавровой стали. Гофропресс оборудован узлом проводки с хлопчатобумажной лентой. Перемещение полотна в поперечном направлении регулируется электроприводом. Стандартная линия комплектуется системой вакуумного натяжения полотна. Безопасность работы моста обеспечивается двойным ограждением и высокопрочной палубой. Устройство имеет отдельный привод, работающий синхронно со всей остальной линией.
В комплекте поставки – два набора стремянок.
5. Нагреватель для лайнера (флютинга)
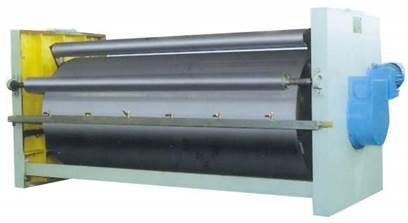 Диаметр нагревающего вала: Ø 900 мм.
Диаметр нагревающего вала: Ø 900 мм.
Диаметр прижимного вала: Ø 113 мм.
Регулируемый интервал температуры: 45°-220°
Ручная или механическая регулировка положения прижимного вала для обеспечения более плотного контакта.
6. Клеепромазочная машина

Имеет гравированные клеенаносящие и раскатные валы. Регулировка вертикального смещения сдавливающего цилиндра осуществляется пневматической системой. Зазоры между валами регулируются вручную. Все валы хромированы.
Диаметр клеенаносящего вала: Ø240 мм.
Эффективная ширина машины: 1600 мм.
7. Сушильно-охлаждающий стол (10 подогревающих плит)
Подогревающие плиты изготовлены из стали, имеют притертую поверхность, 10 секций подогревающих плит могут быть сформированы в определенный термический профиль.
Применение текстильной ленты, хорошо пропускающей воздух, способствует быстрой
 сушке. Перемещение полотна в поперечном направлении осуществляется в ручном или автоматическом режиме. Устройство управления натяжением, приводится в движение пневматической системой либо вручную.
сушке. Перемещение полотна в поперечном направлении осуществляется в ручном или автоматическом режиме. Устройство управления натяжением, приводится в движение пневматической системой либо вручную.
Поверхности направляющих валов покрыты резиной, стойкой к абразивному износу, либо лентой с высоким коэффициентом трения.
Имеется возможность регулировки температуры трех или четырех секций посредством управляющего вентиля.
8. Машина продольной резки
 Машина оборудована тонкими резательными ножами. Автоматическая заточка позволяет сохранять ножи в отточенном состоянии в течение всего процесса работы, без необходимости останавливать машину.
Машина оборудована тонкими резательными ножами. Автоматическая заточка позволяет сохранять ножи в отточенном состоянии в течение всего процесса работы, без необходимости останавливать машину.
Станок при помощи электропривода может перемещаться в поперечном направлении для коррекции проводки материала. Формат материала устанавливается вручную.
Скорость: 60 м / мин. Ширина: 1600 мм.
9. Машина для поперечной резки
 Высокоточный регулируемый, исключающий всякие зазоры, механизм обеспечивает безошибочное и точное зацепление между ножами. Улучшенный интерфейс взаимодействия оператора и системы.
Высокоточный регулируемый, исключающий всякие зазоры, механизм обеспечивает безошибочное и точное зацепление между ножами. Улучшенный интерфейс взаимодействия оператора и системы.
Скорость: 60 м / мин.
Ширина: 1600 мм.
Длина отреза: 500-3000 мм.
Точность отреза: ±1 мм.
11. Машина для приготовления клеевого состава
Главная цистерна для клеевого состава с мешалкой.
Резервная цистерна для клеевого состава с мешалкой.
В комплекте к машине прилагается два дополнительных набора цистерн.
Спроектированная оптимальным образом система клеевых трубопроводов, снабженная одним циркуляционным насосом и устройством слежения за уровнем наполнения.
Каждая система-потребитель клеевого состава имеет свою собственную систему подачи и циркуляции клеевого состава с устройством слежения за уровнем наполнения.
Небольшой введение в методику приготовления клеевого состава холодным способом
Состав клеевой смеси:
Составляющие компоненты: крахмал + вода + бура + каустическая сода (едкий натр).
Пропорции: крахмал 175 кг. + вода 750 кг. + бура 4 кг. + каустическая сода (едкий натр) 4.5 кг.
Основной раствор: крахмал + вода + бура.
Раствор жидкости-носителя: крахмал + вода + каустическая сода (едкий натр).
Основной раствор и раствор жидкости-носителя подготавливаются отдельно друг от друга в разных цистернах и после этого должны быть смешаны в цистерне для приготовления клеевой смеси. Получившийся клеевой состав, после этого можно будет начать перекачивать в машину для производства двухслойного гофрированного картона и машину для склеивания. На данном этапе процесса не требуется подачи горячей воды. Температура клеевой смеси на всех этапах приготовления не превышают уровня температуры окружающей среды, поэтому данный способ приготовления получил название «Холодный метод приготовления клеевого состава».
12. Электросистема
Все устройства: объединены в единый комплекс основной производственной линии для обеспечения наилучшего управления производственным процессом.
13. Система подачи сжатого воздуха
Компрессор, система трубопроводов
Пневматическая панель управления и электрическая панель управления находятся на одной и той же приборной доске. Трубы изготовлены из меди и поливинилхлорида.