Инструкция на оборудование Полуавтоматические машины для трафаретной печати WJ-PA-6090C; WJ-PA-7010C, WJ-PA-9012C; WJ-PA-1214C
Полуавтоматические машины
для трафаретной печати
WJ-PA-6090C; WJ-PA-7010C
WJ-PA-9012C; WJ-PA-1214C
Руководство пользователя
Содержание
1 Основные технические данные полуавтоматической машины для трафаретной печати
2 Устройство полуавтоматической машины для трафаретной печати
6 Органы управления полуавтоматической машиной для трафаретной печати
7 Регулировка длины хода каретки
8 Установка рамы растровой сетки
9 Регулировка переднего и заднего зазоров
10 Регулировка и настройка рабочего стола полуавтоматической машины для трафаретной печати
11 Регулировка длины хода движения каретки
12 Регулировка угла наклона ракеля
16 Техобслуживание и смазывание
1 Основные технические данные полуавтоматической машины для трафаретной печати
|
Модель WJ-PA |
-6090C |
-7010C |
-9012C |
-1214C |
|
Размеры рабочего стола (мм) |
700×1000 |
800×1100 |
1000×1300 |
1300×1500 |
|
Размер поля печати (мм) |
600×900 |
700×1000 |
900×1200 |
1200×1400 |
|
Рабочая скорость (шт./час) |
1150 |
1050 |
950 |
950 |
|
Макс. размер растра (мм) |
900×1150 |
1000×1250 |
1200×1450 |
1500×1650 |
|
Точность позиционирования рамы (мм) |
±0.05 |
±0.05 |
±0.05 |
±0.05 |
|
Максимальная толщина (мм) |
30 |
30 |
30 |
30 |
|
Пневматическое давление (МПа) |
0.6~0.8 |
0.6~0.8 |
0.6~0.8 |
0.6~0.8 |
|
Напряжение питания (В) |
380 |
380 |
380 |
380 |
|
Потребляемая мощность |
2,1 |
2,1 |
2,5 |
3,0 |
|
Вес (кг) |
450 |
500 |
550 |
630 |
2 Устройство полуавтоматической машины для трафаретной печати
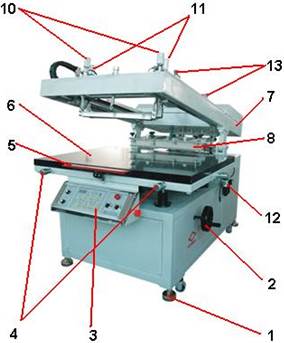
Рисунок 1.
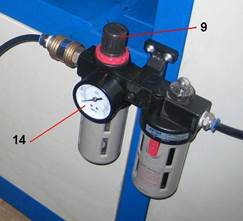
Рисунок 2.
На рисунках 1 и 2 обозначены следующие элементы полуавтоматической машины для трафаретной печати: 1 – Ножка-болт; 2 – Штурвал регулировки высоты рабочего стола; 3 – Панель управления; 4 – Ручки регулировки положения стола в горизонтальной плоскости; 5 – Защитная планка; 6 – Рабочий стол; 7 – Консоль; 8 – Задний держатель рамы трафарета; 9 – Ручка регулировки рабочего давления в системе; 10 – Ручки регулировки высоты хода контр-ракеля; 11 – Ручки регулировки высоты хода ракеля; 12 – Влагоотделитель и масляная система; 13 – Магнитные датчики, ограничивающие ход каретки; 14 – Манометр.
3 Электропитание полуавтоматической машины для трафаретной печати
Полуавтоматическая машина для трафаретной печати оборудована четырехжильным кабелем питания и подключается к трехфазной сети. В целях защиты от перегрузок между точкой соединения к сети и машиной необходимо установить автоматический выключатель с номинальным током срабатывания не менее 30А. Необходимо также соблюдать порядок подключения фаз и позаботиться, чтобы машина была постоянно заземлена.
4 Пневматическая система полуавтоматической машины для трафаретной печати
Полуавтоматическая машина для трафаретной печати оборудована трубкой Æ8мм для подключения к пневматической магистрали. Расход в процессе работы составляет ~0,04 м3/мин.
5 Монтаж полуавтоматической машины для трафаретной печати
1. Соблюдайте меры предосторожности, чтобы не повредить полуавтоматические машины для трафаретной печати во время распаковки и монтажа.
2. Проведите чистку узлов; нанесите слой смазки на трущиеся детали.
3. Произведите выравнивание полуавтоматической машины для трафаретной печати по уровню с помощью четырех упорных винтов; зафиксируйте винты.
4. Выполните соединение кабеля электропитания; проводники U, V, W должны быть присоединены к трехфазной сети через выключатель воздушного типа без предохранителей рабочим током срабатывания не менее 3А.
Примечание: Не допускается подсоединение нейтрального проводника N к фазе; он должен быть подсоединен к болту заземления. Перед включением необходимо убедиться, что напряжение и частота сети соответствуют данным, приведенным в таблице «Основные технические данные».
5. Проведите проверку всех систем в следующем порядке:
a) Проверка электропитания: соединение по четырехпроводной схеме к трехфазной сети 380В.
b) Проверка пневматической системы: включите питание и компрессор системы в режиме всасывания; поместите на платформу лист бумаги размерами 600×600мм и наблюдайте за его движением. В случае, если вместо всасывания имеет место продувка воздухом, необходимо поменять местами две из трех фаз U, V, W, добиваясь требуемого режима работы. В ручном режиме работы убедитесь, что сцепление пресса вращается в направлении часовой стрелки (нормальное направление). В противном случае следует поменять местами две из трех фаз U, V, W, добиваясь требуемого направления вращения.
c) Проверка крепежа: проверьте надежность всех винтовых соединений, затяните при необходимости;
d) Соединение к пневматической магистрали: соедините впускной штуцер к внешней пневматической магистрали через масляный фильтр с влагопоглотителем; с помощью ручки отрегулируйте рабочее давление, установив его в пределах от 0,6 до 0,8 МПа. Если стрелка указывает на левую часть шкалы, ручку следует поднять вверх, и наоборот;
e) Пробный запуск: включите питание и следуйте инструкции по панели управления.
6 Органы управления полуавтоматической машиной для трафаретной печати
Манометр (рисунок 2): показывает рабочее давление в устройстве (0,6 до 0,8 МПа).
На рисунке 3 подписи к органам управления:
Питание - выключатель электропитания машины;
Индикатор питания - индикатор включения питания;
Вакуум вкл/выкл. – включает/выключает вакуумирование поверхности рабочего стола;
Ручн./Пол авт/Авто - Переключатель режима Ручной (Manual)/ Полуавтоматический (Semiautomatic)/ Автоматический (Automatic): ручной режим, когда все операции выполняются вручную, обычно используется для настройки полуавтоматических машин для трафаретной печати; в полуавтоматическом режиме каждый оттиск получается путем однократного нажатия педального выключателя; в автоматическом режиме после однократного нажатия педального выключателя полуавтоматическая машина для трафаретной печати производит оттиски без постороннего вмешательства до тех пор, пока не будет нажат тормоз, или полуавтоматическая машина для трафаретной печати не будет переведена в ручной или полуавтоматический режим.

Рисунок 3. Пульт управления

а) б)
Рисунок 4. а) Пневмоцилиндр ракеля вверх/вниз; б) Аварийный стоп
1 Выключатель аварийной остановки: при нажатии выключаются все системы полуавтоматической машины для трафаретной печати.
2 Переключатель: автоматическое всасывание/ постоянное всасывание: первая позиция используется в режиме автоматической печати, вторая – при настройке пресса.
3 Выключатель блока каретки: используется в ручном режиме для позиционирования ракеля
4 Счетчик: показывает количество оттисков в автоматическом режиме при установке переключателя блока всасывания на автомат. В режиме печати показывает величину давления.
7 Регулировка длины хода каретки полуавтоматической машины для трафаретной печати
1 Выключить питание;
2 При регулировке длины хода необходимо выбрать длину печатного поля и добавить 40 мм. Получаемая величина называется длиной хода; выставить указанную длину хода между магнитными датчиками (датчики изображены на рисунке 1, п.13).
3 После регулировки длины хода необходимо запустить полуавтоматическую машину для трафаретной печати в ручном режиме и проверить передний и задний упоры ракеля. Если имеет место касание, необходимо ослабить держатель ракеля и установить его в оптимальное положение и зафиксировать. Допускается выход ракеля за заднюю границу печатного поля
Примечание: не допускается касание переднего и заднего краев растра.
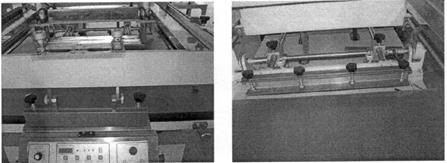
8 Установка рамы растровой сетки полуавтоматической машины для трафаретной печати
1 Включить питание, установить переключатель на ручной режим, нажать на педальный выключатель или нажать клавишу поднятия головки;
2 Установить раму на задний упор. Надежно зафиксировать с помощью запорной ручки заднего упора, затем опустить раму на передний упор и, также надежно зафиксировать с помощью запорной ручки;
3 Опустить головку и отрегулировать задний и передний упоры таким образом, чтобы расстояние между сеткой и рабочей поверхностью стола было в пределах 3~8мм;
9 Регулировка переднего и заднего зазоров полуавтоматической машины для трафаретной печати
Регулировка заднего зазора растра: ослабить фиксирующий винт заднего упора, затем отрегулировать величину зазора с помощью регулировочного винта, добившись необходимой величины - зафиксировать; передний регулируется только с помощью ручки.

Регулировка расстояния: настройка расстояния от растра до рабочей поверхности стола производится с помощью подъемного механизма (вращением ручки подъема стола).
10 Регулировка и настройка рабочего стола полуавтоматической машины для трафаретной печати
Тонкая настройка платформы: повернуть ручку тонкой настройки, которая расположена спереди/справа для смещения платформы вправо/влево и вперед/назад.
Положение рабочей поверхности регулируется ручкой , которая связана с цепной передачей.
11 Регулировка длины хода движения каретки полуавтоматической машины для трафаретной печати
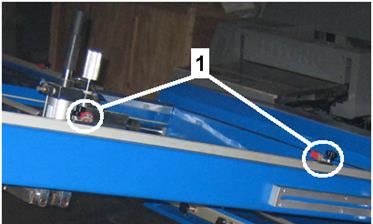
1 – Индуктивно-магнитные датчики, ограничивающие движение каретки
Для изменения начального и конечного положения движения каретки следует перемещать магнитные датчики, ограничивающие движение каретки. При настройке избегать касания ракелем и контр-ракелем рамы трафаретной сетки.