Инструкция на оборудование Позолотный штанцевальный пресс TYMB-750
Позолотный штанцевальный пресс
с программным управлением типа CNC
TYMB-750
Инструкции по эксплуатации

II. Основные технические характеристики
III. Основные элементы позолотного штанцевального пресса и принцип работы
2. Основание позолотного штанцевального пресса (см. рис. 1)
3. Передаточный механизм и электромагнитная муфта (см. рис. III)
4. Электрический блок управления
IV. Установка позолотного штанцевального пресса и ввод в эксплуатацию
1 Регулировка зазора между плитами (давления)
VIII. Поиск и устранение неисправностей
IX. Техобслуживание и поддержание в надлежащем состоянии
Рисунок I. Чертеж основных узлов позолотного штанцевального пресса
Таблица 1. Список основных частей главной секции
Таблица 2. Список основных деталей узла золочения
Таблица 3. Список основных токовых компонентов электрических устройств
Электрическая схема принципиальная
I. Общее описание позолотного
штанцевального пресса
Позолотный штанцевальный пресс с ЧПУ типа CNC представляет собой универсальное позолотный штанцевальный пресс, на котором можно производить высекальные работы, вогнутые и выпуклые формы, но также на данном позолотном штанцевальном прессе можно выполнять золочение на различных изделиях из картона, кожи, пластмассы и т.д. Это позволит покупателю добиться получения при печати более замысловатых и красивых форм и упаковочных изделий высокого качества.
Для работы с данным позолотном штанцевальном прессом используется управление с помощью микропроцессора, что позволяет добиться точности при перемещении фольги, позволит более экономно использовать потребляемую мощность, добиться высокой производительности, простоты с помощью клавишного пульта управления и т.д.
Для того чтобы добиться максимальной пользы при эксплуатации позолотного штанцевального пресса, следует внимательно ознакомиться с инструкциями по эксплуатации и проведению техобслуживания позолотного штанцевального пресса.
II. Основные технические характеристики позолотного штанцевального пресса
|
№ |
Описание |
Характеристики |
|
1. |
Рабочая область пресса для высечки, мм |
750x520 |
|
2. |
Способ работы пресса для высечки |
1. Непрерывная высечка 2. Работа с задержкой |
|
3. |
Скорость непрерывной высечки на прессе |
1680 раз/ч |
|
4. |
Диапазон регулирования задержки,сек. |
0,2~9,99 |
|
5. |
Регулируемый размер расстояния плоской пластины, мм |
-1±10 |
|
6. |
Длина ножей, м |
Менее 18 |
|
7. |
Способ подачи бумаги |
Вручную |
|
8. |
Параметры двигателя |
2.2 кВт, 940 оборотов в минуту, 380 В, 50 Гц |
|
9. |
Мощность нагревательной плиты, кВт |
8 |
|
10. |
Суммарная потребляемая мощность, кВт |
11 |
|
11. |
Рабочее напряжение |
AC180-230 В, 50 Гц |
|
Золочение с помощью ЧПУ |
Количество коротких протяжек |
25 |
|
Максимальный шаг, м |
9,99 |
|
|
Минимальный шаг |
3 шага при пошаговой работе |
|
|
Габариты (Длина x Ширина x Высота), мм |
1300x1400x1250 |
|
|
Вес позолотного штанцевального пресса, кг |
2050 |
III. Основные элементы позолотного штанцевального пресса и принцип работы
Основными компонентами данного позолотного штанцевального пресса являются секции высечки, золочения и электрического управления.
(I). Секция высечки (см. рис. 1)
Секция высечки состоит из основания позолотного штанцевального пресса (9), подвижных плит (2), шатунов (22), электромагнитной муфты и приводного механизма и т.д. Двигатель запускает маховик с помощью клиновидного ремня, электромагнитная муфта соединяет маховик с ведущим валом (17), затем через редукционный механизм запускает подвижную плиту (2).
1. Часть станины пресса
По рисунку 1: обрабатываемый картон размещают на декельной плите (25), затем разрезают с помощью пресса. Декельная плита зафиксирована болтами М8 с потайной головкой.
Дуговые направляющие (4) установлены в левой и правой внутренних сторонах станины пресса, соответственно. Используя блок «сухарей» (7), настраивают параллельность декельной плиты пресса и рабочего стола. В рабочем цикле дуговые направляющие перекатываются по основанию позолотного штанцевального пресса, а серьга перемещается по опорному валику на основании позолотного штанцевального пресса, совместно формируя требуемую траекторию движения стола пресса.
Валы станины пресса проходит через станину пресса, на два выступающих конца вала установлены левая и правая эксцентриковые втулки (24), они соединены вместе помощью поперечного стержня для образования полой рукоятки блокировки (1). В процессе прессования рабочий стол фиксируется на станине пресса фиксаторами (3).
При обнаружении отклонения расположения бумаги, полую рукоятку блокировки можно потянуть вниз, чтобы заставить левые и правые эксцентриковые втулки вращаться, предотвращая высечку. После повторного определения положения бумаги, можно продолжить высечку.
По рисунку 2, эксцентрическая втулка передачи (5) установлена между левыми и правыми отверстиями соединительного стержня и внутренней эксцентриковой втулкой (4). Чтобы ослабить заднюю опорную плиту домкрата (2) и переднюю зубчатую плиту (3), вращать регулирующую ведущую шестерню (6) регулирующим гаечным ключа (принадлежность), приводить эксцентрическую втулку зубчатой передачи для поворота в определенное некоторое положение, следует отрегулировать расстояние высечки с помощью пресса между станиной пресса и плоской пластиной основания позолотного штанцевального пресса или левых и правых параллелизмов.
Размер регулировки расстояния плоской пластины составляет –1±10 мм, после отладки эксцентрическая зубчатая передача закрепляется с помощью задней опорной пластины домкрата (2) и передней зубчатой пластины (3).
2. Основание позолотного штанцевального пресса (см. рис. 1)
Средняя часть основания позолотного штанцевального пресса представляет собой большую плоскую пластину, имеются левая и правая задние панели направляющих перед основанием позолотного штанцевального пресса, опора валика находится в середине, а приводной механизм установлен позади основания позолотного штанцевального пресса.
Левая и правая задние панели направляющей поддерживают дуговую направляющую (4) на станине пресса обеспечивая поворот в обе стороны станины пресса на ней, валик на основании позолотного штанцевального пресса ограничивает при этом в это время перемещение круглого кольца (7) на станине пресса, что заставляет станину пресса получить необходимый след перемещения.
Рама пластины (26), установленная и смонтированная с режущим лезвием для углубления при протягивании располагается на большой плоской пластине основания позолотного штанцевального пресса и рамы пластины или шаблон фиксируются с помощью опоры на нижнем конце (15), валика на верхнем конце (29) и поворачивающейся ручки (3). Передаточный механизм позолотного штанцевального пресса установлен позади основания позолотного штанцевального пресса (см. рис. III).
3. Передаточный механизм и электромагнитная муфта (см. рис. III)
Один конец кронштейна маховика установлен со стороны основания позолотного штанцевального пресса, а другой конец поддерживает маховик при вращении, электромагнитная муфта установлена слева. Маховик может вращаться относительно ведущего вала (9) на кронштейне маховика через две опоры, магнитная отклоняющая система (2) электромагнитной муфты установлена на маховике (1), но его якорь (3) установлен на ведущем вале со шлицом и перемещается по валу (два конца якоря опираются шарнирно с асбестовыми пластинами трения, которые следует заменять после изнашивания), когда муфта возбуждена, электромагнитная сила прижимает якорь к маховику, затем маховик приводит в действие ведущий вал для синхронной работы при выключенном питании, тормозная пружина в муфте отодвигает якорь от маховика, и плотно сжимает его с тормозным кольцом (4) для того, чтобы произвести торможение ведущего вала.
Тормозное кольцо установлено в гнезде тормозного подшипника (11), его осевое положение регулируется тремя втулками установочного винта для управления рабочим ходом якоря между 0,4~0,4 мм, зазор вокруг него должен быть однородным и идентичным. После регулировки тормозное кольцо сильно натягивают и фиксируют с помощью болтов, которые проходят через отверстие втулки винта.
Правый конец ведущего вала имеет квадратную головку, гаечный ключ, вставленный в квадратную головку, используется для запуска позолотного штанцевального пресса вручную во время калибровки позолотного штанцевального пресса или "блокировки позолотного штанцевального пресса". Кнопочный выключатель К установлен наверху задней крышки позолотного штанцевального пресса. Перед вставкой гаечного ключа в квадратную головку нужно нажать кнопочный выключатель в положении "DEBUGGING" ("ОТЛАДКА"). С одной стороны это отключает цепь двигателя, что играет предохранительную роль, и в тоже время это подсоединяет цепь электромагнитной муфты, используется для того, чтобы система привода выключила состояние торможения, также удобно для ручного привода.
Большие левые и правые спиральные кривошипные механизмы (14) установлены с двух концов шпинделя (12) соответственно, кривошип на большом кривошипном механизме заставляет станину пресса перемещаться через шатун. Пара геликоидальных зубчатых колес используется в редукционном передаточном механизме данного позолотного штанцевального пресса для того, чтобы он работал устойчиво, с низким уровнем шума и большой движущей силой.
(II) Узел золочения (см. рис. IV)
Главными компонентами узла золочения являются головка золочения, пластина золочения и стойка для разгрузки из трех частей.
Две позолотных пластины (5), оборудованный трубой электрического отопления, установлены на большой плоскости корпуса позолотного штанцевального пресса с помощью 4 винтов. Позолотная головка установлена на верхней поверхности корпуса позолотного штанцевального пресса. Имеется 2 пары согласованных роликов для протягивания фольги (8) и скошенных валиков (10) и 2 приводных вала приемно-выводного устройства (11). Разгрузочный вал (3) установлен ниже большой плоскости корпуса позолотного штанцевального пресса, он запускается двигателем постоянного тока (1), и вращается в обратном направлении для надлежащего плотного натяжения фольгу.
Электрохимическая алюминиевая фольга охватывается на разгрузочном вале (3), проходит через верхний и нижний направляющий вал для фольги (4, 7), на нее наносится оттиск станиной пресса перед позолотной пластиной (5), ненужный материал после того, как тиснение захвачено тянущим роликом фольги (8) и скошенным валом (10), отправляется назад к приводному валу приемно-выводного устройства (11) для доставки.
(Двигатели приводного вала приемно-приводного устройства, разгрузочного вала снабжены регулятором скорости для регулировки скорости вращения двигателя разгрузки и регулировки трения колеса в конце разгрузочного вала, что позволяет регулировать степень натяжения фольги).
4. Электрический блок управления
Электрический блок управления позолотным штанцевальным прессом разделен на управление рабочими функциями и управление предохранительными устройствами.
(1) Рабочие функции данного позолотного штанцевального пресса заключаются в выполнении высекальных и позолотных работ двух видов, установка электрического шкафа управления отделена от основного блока. Рабочая кнопка высечки на прессе установлена на рабочей панели электрического шкафа и на тормозной рукоятке (рис. I, 6) с левой стороны впереди позолотного штанцевального пресса. Управление функцией золочения осуществляется с помощью единого вычислительного блока и централизовано на электрическом шкафе управления, см. инструкции по эксплуатации для пульта управления для блока ЧПУ типа CNC (прилагаются отдельно).
Предохранительная система позолотного штанцевального пресса имеет передний защитный стенд (31), треугольный поворачивающийся стержень (27), и тормозную рукоятку (6) трех типов (см. рис. I).
Передний защитный стенд (31) установлен в верхней торцевой поверхности большой плоской печатной формы станины пресса, тормозная рукоятка (6) установлена на левой стороне перед основанием станк
Если человек или другие предметы попадают в опасные зоны до закрытия станины пресса, следует толкнуть передний предохранительный стенд или нажать на треугольный поворачивающийся стержень или опустить вниз тормозную рукоятку, при этом станина пресса сразу же перестанет работать, и будет выполнено ее экстренное торможение.
IV. Установка позолотного штанцевального пресса и ввод в эксплуатацию
(I) Установка
1. Во время распаковки данного позолотного штанцевального пресса к нему не следует прилагать чрезмерной силы, чтобы избежать воздействия на точность сборки. После открытия ящика следует удостовериться в наличии всех, принадлежностей и документов, поставляемых вместе со позолотном штанцевальном прессом.
2. Основание установки изображено на рис. VI.
Согласно наблюдениям некоторых пользователей для устойчивой работы позолотного штанцевального пресса не всегда можно установить подъемные винты.
3. Когда позолотный штанцевальный пресс устанавливается на основе, она должна быть выровнена в левом и правом направлениях.
(II) Ввод в эксплуатацию
1. Осмотр перед началом работы:
(1) Удалите противокоррозионное масло, проверьте не ослабли ли крепежные детали во время транспортировки.
(2) Введите смазочное масло, консистентную смазку в масляный насос, в отверстия каждой масленки, убедитесь, что масло свободно проходит.
(3) Убедитесь, что позолотный штанцевальный пресс двигателя и электрическое позолотный штанцевальный пресс не имеют следов влаги, что изоляция находится в исправном состоянии.
(4) Пользователь подсоединяет проводник заземления. Проводник заземления должен быть захоронен на глубине 1 м под землей во влажном грунте, соединение должно быть прочным и надежным.
(5) Убедитесь, что внешний источник питания соответствует требованиям, указанным на источниках питания электрических приборов.
(6) Подсоедините кабель источника питания, поверните кнопочный переключатель, расположенный в верхней части задней стенки позолотного штанцевального пресса в положение "DEBUGGING", поверните квадратную головку ведущего вала с помощью гаечного ключа (принадлежность) для того, чтобы кронштейн пресса совершил несколько циклов, и затем проверьте на наличие эффекта блокировки.
2. Проверка во время работы на холостом ходу:
(1) Удалите гаечный ключ из квадратной головки ведущего вала. Поверните кнопочного выключателя в положение "WORK" ("РАБОТА").
(2) Нажмите кнопку "START" ("ЗАПУСК") на тормозной ручке (рис. I, 6), в это время двигатель запускается, маховик начинает работать, убедитесь, что направление вращения происходит согласно направлению, указанному на табличке.
3) После того, как скорость вращения маховика становится устойчивой, нажмите кнопку "PRESSING" ("Нажатие") на тормозной рукоятке, чтобы посмотреть и определить на слух, что работа позолотного штанцевального пресса происходит нормально, а также удостовериться в отсутствии неестественных шумов.
(4) Подтолкните передние защитные стенды, соответственно, нажмите на треугольный поворачивающийся стержень и тормозную рукоятку, чтобы убедиться, что аварийный тормоз срабатывает гибко и надежно, проверьте несколько раз подряд без остановки.
(5) Убедитесь, что три типа «способа высечки прессом» скоординированы правильно.
V. Описание использования позолотного штанцевального пресса
(I) Краткое описание работы главного узла при высечке
(1) Только после того, когда позолотный штанцевальный пресс успешно пройдет испытание при работе на холостом ходу и в случае, если он работает нормально, можно производить работы по высечке.
(2) Закрепите раму пластины, на которой установлено режущее лезвие для углубления при протягивании, на большой плоской пластине основания позолотного штанцевального пресса и поверните маховик валика (рис. I, 30) для того, чтобы плотно прижать раму пластины. Во время установки пластины, калибровки пластины и регулировки расстояния пластины, питание должно быть отключено для обеспечения безопасности.
(3) Расстояние пластины данного позолотного штанцевального пресса отрегулировано при отправке с завода, фактическое расстояние плоской пластины может быть отрегулировано снова с учетом высоты пластины ножа, толщины картона, высоте других образцов и т.д.
(4) Нажмите кнопку "START" на тормозной ручке, двигатель запускается и приводит в движение маховик.
5) После того, как двигатель ускоряется до рабочего хода, нажмите кнопку "PRESSING", это указывает на то, что электромагнитная муфта захвачена, станина пресса начинает работать.
6) Во время непрерывной работы в случае, если оператору нужно остановить станину пресса временно на какой-то период в открытом или закрытом положении то затем для продолжения выполнения работ по высечке, можно использовать способ открытие с задержкой или закрытие с задержкой, с помощью таймера на пульте управления электрического шкафа можно установить время открытия с задержкой или закрытия с задержкой.
(7) Во время эксплуатации, в случае, если имеется отклонение в расположении бумажного листа или если готовый продукт высечки не удален вовремя, а станина пресса приближается по направлению к закрытому положению, то для того, чтобы избежать образования брака продукта, следует использовать рукоятку для пустого закрытия, или нажать передний предохранительный стенд, треугольный поворачивающийся стержень колебания или тормозную рукоятку (любой из трех способов) для быстрого торможения. После того, как лист размещен правильно или готовое изделие удалено, нажмите кнопку "press cutting" («высечка прессом) для последующей работы позолотного штанцевального пресса.
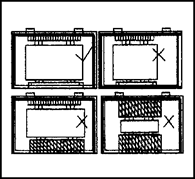
Установка штанц-формы
Осторожно зафиксируйте штанц-форму с биговально-высечными ножами в заключную раму, затем раму закрепите на неподвижном столе позолотного штанцевального пресса. Проверьте высоту линии резки и загрузку позолотного штанцевального пресса. В соответствии с рисунком убедитесь, что штанц-форма установлена по центру, в противном случае это приведет к неравномерной нагрузке и повлияет на качество продукции и нормальную работу позолотного штанцевального пресса.
Приложите заключную раму к неподвижному столу, установив нижнюю её сторону в паз нижнего держателя (38). Зажмите верх рамы стола при помощи зажимной пластины (24) и затяните фиксирующую ручку (20).
После установки проверьте расстояние стола при помощи работы в ручном режиме – оно не должно быть слишком маленьким, иначе это может привести к повреждению позолотного штанцевального пресса.
При установке клише для тиснения следует руководствоваться этими же правилами.
(II) Инструкции по проведению золочения с помощью ЧПУ
1. Инструкции по эксплуатации блока ЧПУ (прилагаются отдельно)
2. Процесс выполнения золочения с помощью ЧПУ:
A. Установка пластины: удалите раму пластины для высечки, установите пластину электрического нагрева, соединенную с позолотным шаблоном прямо на большой плоскости корпуса позолотного штанцевального пресса с помощью винтов. (пластина электрического нагрева обычно устанавливается на заводе).
B. Загрузка фольги, протягивание фольги: покрытие валика материала электрохимического алюминия на разгрузочном вале (3), на двух концах с конической втулкой домкрата. Фольга проходит через верхний и нижний направляющий вал для фольги (4, 7), протягивается между валиком протягивания фольги (8) и скошенным валиком, и соединяется на приводном вале приемно-выводного устройства (11), для фольги, см. рис. IV.
C. Клавиши при установке параметров на рабочей панели компьютера (подробные указания см. в "Инструкции по эксплуатации ЧПУ").
D. Предварительное нагревание.
E. Золочение по следу, калибровка.
F. Непрерывное золочение.
VI. Регулировка позолотного штанцевального пресса
1 Регулировка зазора между плитами (давления)
Во время работы расстояние между плитами (давление) должно регулироваться под различные режущие пластины и бумагу в соответствии с требованиями, предъявляемыми к вырубке.
Рабочие поверхности станины и подвижной плиты должны быть параллельны друг другу, рабочий зазор должен быть одинаковым по всей плоскости, в противном случае, это отразится на качестве продукции и сроке эксплуатации позолотного штанцевального пресса. Отрегулируйте передние зубчатые эксцентрики левой и правой соединительных тяг (по рис. 2а) с тем, чтобы отрегулировать зазор и параллельность плит. Ослабьте фиксатор, поверните регулировочные винты и отрегулируйте. После регулировки затяните фиксатор.
Если существует разница между давлением в верхней и нижней областях, то точно отрегулируйте его посредством верхних и нижних «сухарей» (см.Рис.2б) с обеих сторон подвижного стола. Ослабьте эксцентриковый вал «серьги» и ослабьте фиксирующие винты. Проверьте зазор между «сухарями» и направляющей, зазор δ должен быть в пределах 0.5-0.10 мм (по рис.6б). При этом роликовый подшипник внутри серьги должен крутиться свободно. Затем затяните эксцентриковый вал серьги.
Если позолотный штанцевальный пресс эксплуатируется на протяжении большого периода времени, то дуговая опора (4) или направляющая (5) могут повредиться, что будет вызывать неодинаковое давление верху и внизу. В этом случае следует отрегулировать «сухари» (рис. 6б).
Точно отрегулируйте зазор между плитами и проверяйте его постоянно. Во время регулировки особое внимание уделяйте равнозначности зазоров слева и справа, сверху и снизу. При настройке обязательно сначала выключайте питание позолотного штанцевального пресса. В любом случае после регулировки следует проверить работоспособность позолотного штанцевального пресса в ручном режиме в несколько циклов. Проверьте, чтобы все части позолотного штанцевального пресса работали надлежащим образом и были в исправном состоянии.
2 Регулировка муфты
Данная позолотный штанцевальный пресс оборудована электромагнитной муфтой постоянного тока.
Обмотка электромагнитной муфты находится в специальном железном сердечнике и залита несгораемым полиуретаном. Муфта получает постоянный ток через токосъемную щётку и кольцо. Под действием вырабатываемого электромагнитного поля рабочий фрикционный диск соединяется с маховиком и приводит в движение подвижную плиту. При отключении электромагнитного поля под действием пружины фрикционный диск прижимается к тормозному диску, благодаря чему происходит торможение позолотного штанцевального пресса. От зазора между дисками муфты зависят крутящий момент и скорость торможения; слишком большой зазор будет вызывать запаздывание, а слишком маленький зазор может привести к заклиниванию позолотного штанцевального пресса. В связи с этим очень важно точно отрегулировать муфту.
Электромагнитная муфта перед поставкой с завода была уже отрегулирована. Как правило, нет необходимости в её повторной регулировке. Однако после продолжительной эксплуатации позолотного штанцевального пресса крутящий момент может уменьшиться, скорость торможения может стать медленной из-за износа деталей позолотного штанцевального пресса или из-за увеличения зазора муфты. Если это произошло, то отрегулируйте электромагнитную муфту. Она установлена при помощи трёх пар регулировочных винтов (40) на тормозном диске опоры маховика. В каждой паре этих винтов один прижимает тормозной диск к фрикционному и тем самым уменьшает зазор, а другой винт пары оттягивает тормозной диск от фрикционного и тем самым увеличивает рабочий зазор. Комбинируя состояние всех трех пар винтов можно настроить требуемый зазор по всей рабочей поверхности муфты.
Как правило, зазор между поверхностями находится в пределах 0.5-0.7 мм, и должен быть одинаковым по всей площади.
На качество работы электромагнитной муфты могут оказывать влияние следующие факторы:
1) Загрязнение деталей муфты маслом и мелкими частицами. Это приводит к проскальзыванию частей муфты.
2) Поверхность муфты загрязнена, некоторые её участки повреждены или соединены неровно.
3) Ухудшение изоляции и появление утечки тока.
4) Слишком сильный износ электрической щётки и соединительного кольца, что приводит к неплотному прилеганию и слабому давлению щётки.
5) Износ пружин, приводящий к уменьшению толкающего усилия.
6) Износ подшипника вала.
7) Износ подшипника маховика.
8) Понижение напряжения из-за того, что реле срабатывает слишком медленно, из-за повреждения выпрямителя или проблем с разрядной цепью.
Если прижимное усилие электромагнитной муфты ослабло, то проверьте все вышеприведённые факторы.
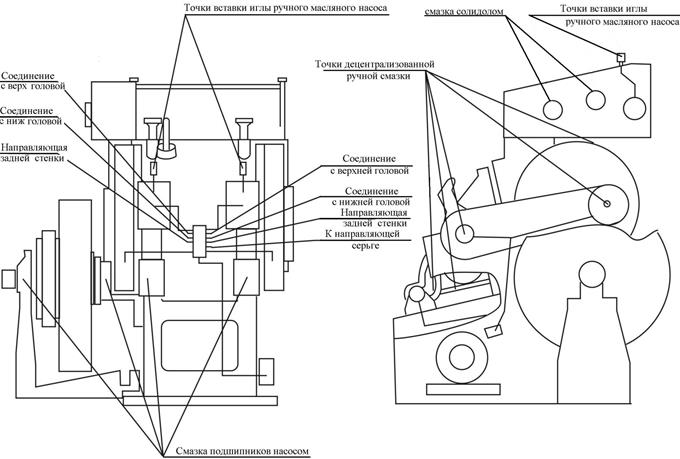
VII. Смазка позолотного штанцевального пресса
(1) В системе смазки позолотного штанцевального пресса используют главным образом разбавляемое смазывание масла при централизованной смазке каждый раз во время операции смазки, для этого нужно только нажать на ручной масляный насос несколько раз; в тоже время, данный позолотный штанцевальный пресс имеет децентрализованный способ ручной смазки для обеспечения хорошей смазки позолотного штанцевального пресса.
(2) Смазка очень важна для нормальной работы позолотного штанцевального пресса, пользователь должен убедиться, что каждая точка смазки и смазочная система регулярно смазываются (схему системы смазки, см. на рис. V).
(3) Во время демонтажа и установки системы смазки, необходимо соблюдать чистоту в максимально возможной степени, чтобы избежать закупоривания системы смазки.
VIII. Поиск и устранение неисправностей позолотного штанцевального пресса
Данный позолотный штанцевальный пресс имеет простую конструкцию и удобен для работы и эксплуатации, но при несоблюдении правил по техобслуживанию и содержанию, возможно возникновение неполадок.
1. Распространенная неисправность "блокировка позолотного штанцевального пресса", то есть когда станина пресса перемещается в закрытое положение, позолотный штанцевальный пресс внезапно останавливается и не двигается, ремни проскальзывают или двигатель перестает работать, причинами, которые могут вызвать данную неполадку могут быть:
А. расстояние плоской пластины не отрегулировано точно, расстояние пластины слишком мало.
Б. хотя расстояние пластины точное, подается картон, толщина подачи которого превышает норму.
В. Обратные области прохождения составного ножа перегружены.
После того, как произошла "блокировка позолотного штанцевального пресса", сначала нажмите кнопку "STOP" («Останов») на тормозной ручке, затем кнопочный переключатель наверху задней стенки позолотного штанцевального пресса следует установить в положение "DEBUGING" для того, чтобы захватить электромагнитную муфту, запустить вручную с помощью гаечного ключа, открыть с использованием силы кронштейн пресса, после чего проверить расстояние плоской пластины и отрегулировать его снова, в случае, если расстояние плоской пластины правильное, то неполадка произошла из-за перегрузки при подаче картона, в этом случае следует уменьшить количество подаваемых листов; в случае, в случае если неполадка произошла из-за перегрузки при прохождении режущего составного ножа, то нагрузку позолотного штанцевального пресса нужно снизить.
2. Происходит поднятие пластины, то есть смещение станины пресса в процессе закрытия, и это делает линию высечки прессом листа нечеткой, неправильной, и при этом образуется след сдвоенной линии.
Причина, вызвавшая данный дефект заключается главным образом в том, что прохождение составного ножа отклоняется от симметричного положения плоской пластины слишком сильно и это заставляет станину пресса отклоняться из-за приложенной силы к одной стороне в процессе высечки, поэтому, во время набора лезвие ножа должно быть установлено в соответствии с симметричным положением большой плоской пластины позолотного штанцевального пресса максимально возможной степени.
Когда зазоры кронштейнов скользящего блока пресса вверх/вниз или направляющей основания позолотного штанцевального пресса слишком велики из-за износа, то может произойти поднятие пластины и неправильная установка положения, в этом случае необходимо отрегулировать зазор станины пресса, блок скольжения вверх/вниз и зазор верхнюю и нижнюю поверхности направляющих основания позолотного штанцевального пресса, зазор следует отрегулировать до 0,05 мм.
3. Электромагнитная муфта проскальзывает, работает не в полную силу: причины и средства устранения:
А. Асбестовая пластина на якоре изношена или приклеилась из-за налета маслянистой грязи, что ослабляет силу трения якоря, в этом случае, необходимо заменить пластину трения.
Б. Щетка изношена или контакты слабы, изношенная щетка должна быть вовремя заменена.
4. Тормоз приводится в действие негибко, после того как была послана команда аварийного торможения, пресс станины все еще имеет явное смещение при поднятии: причины и средства устранения:
А. Рабочий зазор муфты слишком велик, сила пружины понижена, тормозное кольцо следует отрегулировать таким образом, чтобы зазор муфты был равен 0,3 ~ 0,4 мм.
Б. Пружина в муфте вышла из строя, давление торможения недостаточно, необходимо вынуть якорь, чтобы проверить пружину.
5. Подшипник нагревается, главным образом, из-за отсутствия смазки, необходимо остановить позолотный штанцевальный пресс, чтобы проверить горячий подшипник и систему смазки, провести очистку и ввести масло снова.
6. Электрическое управление вышло из строя, обычно причиной бывает плохой контакт в результате повреждения элементов, причину неполадки должен определить электрик, замыкатель нужно отрегулировать, или заменить элемент.
IX. Техобслуживание и поддержание в надлежащем состоянии позолотного штанцевального пресса
1. Следует соблюдать все предупреждения и предостережение, изложенные в "Инструкциях по эксплуатации".
2. Смазку поддонов, смазываемых разбавляемым маслом, следует производить не реже, чем дважды в смену.
3. Необходимо регулярно производить проверку рабочего состояния позолотного штанцевального пресса, при возникновении отклонений в работе позолотного штанцевального пресса, позолотный штанцевальный пресс следует остановить для проверки, чтобы избежать более серьезных поломок.
мену, чтобы избежать, чтобы важный несчастный случай следовал.
4. Позолотный штанцевальный пресс должен находиться в чистом и исправном состоянии.
5. Следует раз в год производить полное техобслуживание позолотного штанцевального пресса, при этом следует заменять консистентную смазку роликовых подшипников.
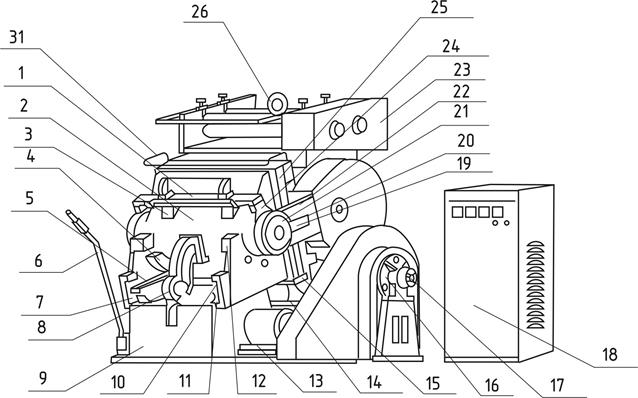
Рисунок I. Чертеж основных узлов позолотного штанцевального пресса
|
1. Планка сброса давления 2. Подвижная плита 3. Фиксаторы 4. Дуговая направляющая 5. Направляющей 6. Рычаг управления 7. Блок сухарей 8. Серьга 9. Основание позолотного штанцевального пресса 10. Верхний сухарь 11. Нижний сухарь 12. Головка буфера 13. Основание двигателя |
14. Вал подачи фольги 15. Опора заключной рамки 16. Опора тормозного подшипника 17. Ведущий вал (место для установки спец ключа) 18. Электрический шкаф управления 19. Передняя зубчатая пластина 20. Стопор 21. Торцевая крышка 22. Шатун 23. Механизм протяжки фольги 24. Эксцентрик 25. Декельная плита 26. Рым-болт |

Рисунок 2а. Установочный механизм эксцентриковой зубчатой передачи
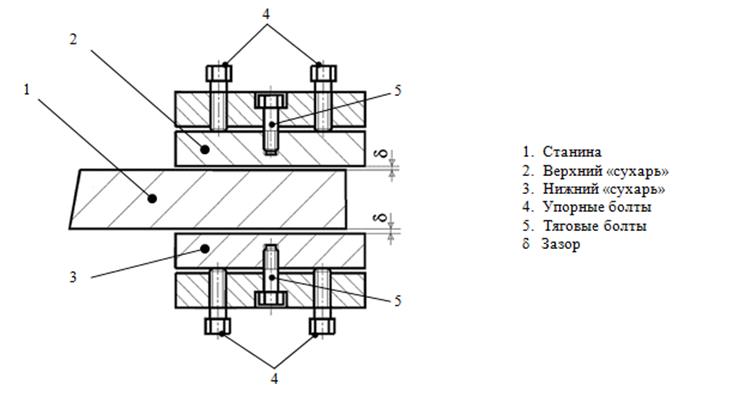
Рисунок 2б. Узел регулировки вертикальной параллельности.
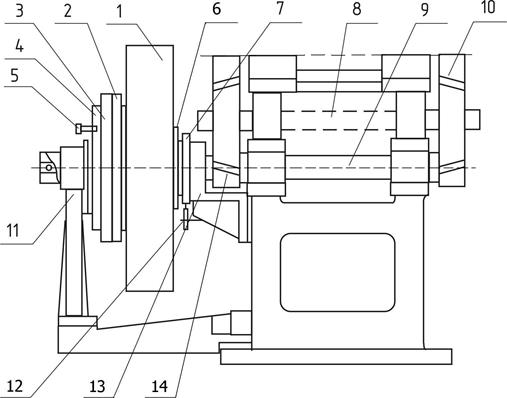
Рисунок 3. Чертеж зубчатого приводного механизма
|
1. Маховик 2. Магнитное отклоняющее устройство 3. Якорь 4. Тормозное кольцо 5. Втулка установочного винта 6. Электрическая щетка 7. Кольцо щетки |
8. Главный вал 9. Приводной вал 10. Кривошипный вал 11. Подшипники 12. Заземляющая щетка 13. Кронштейн маховика 14. Шестерня приводного вала |
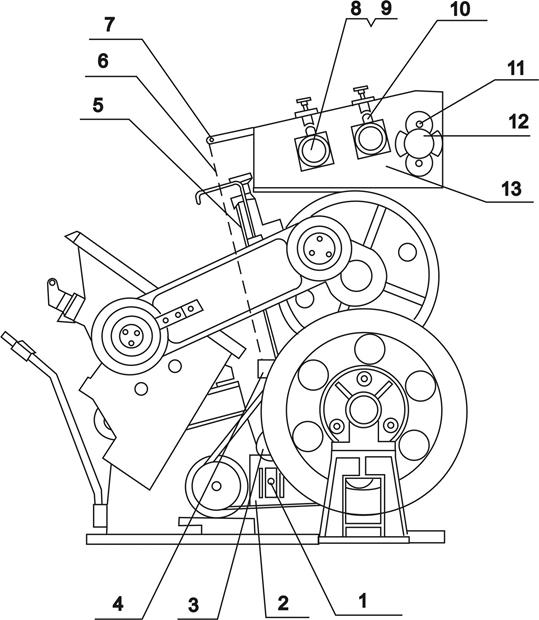
Рисунок 4. Схема узла золочения
1. Двигатель разгрузки
2. Стойка разгрузки (правая и левая сторона)
3. Разгрузочный вал
4. Нижний направляющий вал фольги
5. Пластина золочения
6. Электрохимическая алюминиевая фольга
7. Верхний направляющий вал фольги
8. Валик протягивания фольги
9. Шаговый двигатель
10. Скошенный валик
11. Приводной вал приемно-выводного устройства
12. Двигатель доставки
13. Головка золочения боковой пластины