Инструкция на оборудование Многофункциональная горизонтальная машина для упаковки конфет DXD-800
Многофункциональная горизонтальная машина
для упаковки конфет DXD-800

Руководство пользователя
СОДЕРЖАНИЕ
СПОСОБЫ УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ
КРАТКОЕ ОПИСАНИЕ ФУНКЦИЙ КОМПЬЮТЕРНОГО КОНТРОЛЛЕРА
СХЕМА ФОТОЭЛЕКТРИЧЕСКОГО ДАТЧИКА NT6
СПИСОК ЭЛЕКТРИЧЕСКИХ КОМПОНЕНТОВ
ЭЛЕКТРИЧЕСКАЯ СХЕМА ЧАСТОТНОГО ПРЕОБРАЗОВАТЕЛЯ
НАЗНАЧЕНИЕ МНОГОФУНКЦИОНАЛЬНОЙ ГОРИЗОНТАЛЬНОЙ МАШИНЫ ДЛЯ УПАКОВКИ КОНФЕТ
Эта многофункциональная горизонтальная машина для упаковки конфет используется для завертывания конфет в упаковку типа «подушка». Упаковка имеет привлекательный внешний вид, обеспечивает отличные гигиенические свойства, герметичность и долгий срок хранения.
В многофункциональной горизонтальной машине для упаковки конфет используется бесступенчатый регулятор скорости, который обеспечивает плавность работы и низкий уровень шума.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ МНОГОФУНКЦИОНАЛЬНОЙ ГОРИЗОНТАЛЬНОЙ МАШИНЫ ДЛЯ УПАКОВКИ КОНФЕТ
|
Форма и размер конфет |
Квадрат, прямоугольник: 12~26 мм Круг, эллипс: 12~27 мм Толщина: 6~20 мм |
|
Упаковочный материал |
Композитная пленка |
|
Производительность, шт/мин |
300~800 |
|
Питание |
380В/50Гц |
|
Мощность, кВт |
4.0 |
|
Габариты, мм |
2100 х 1750 х 1550 |
|
Вес, кг |
1200 |
КОНСТРУКЦИЯ И ПРИНЦИП РАБОТЫ МНОГОФУНКЦИОНАЛЬНОЙ ГОРИЗОНТАЛЬНОЙ МАШИНЫ ДЛЯ УПАКОВКИ КОНФЕТ
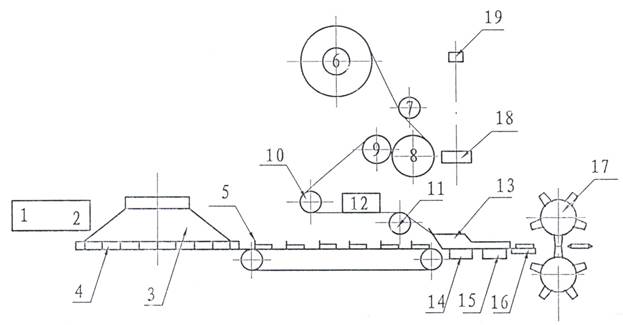
Как показано на рисунке выше, конфеты из накопителя (1) подаются по желобу (2) на вращающийся распределительный диск (3). Каждая конфета попадает в свободную выемку (4) на диске и с помощью конвейера (5) выталкиваются из нее. Попадая в формирователь (13), конфеты оборачивается пленкой, которая подается при помощи валов (6, 7, 8, 9, 10, 11). Транспортировочный механизм (14) перемешает конфеты в блок продольного спаивания (15), где происходит формирование продольного шва. Затем запаянные края выравниваются (сплющиваются) направляющими пластинами (16), а механизм поперечного спаивания (17) выполняет окончательное спаивание и обрезку пленки для получения готового продукта. Концевой выключатель (12) служит для автоматического отключения машины при окончании или обрыве пленки (из-за блокировки формирователя конфетами или по другой причине).
Распределяющий механизм
По краю фасовочного диска имеются небольшие выемки, в каждую из которых помещается одна конфета.
Щетки отбрасывают конфеты на центр диска.
Распределительный диск и конвейер работают синхронно. С помощью выступов на конвейере конфеты по одной подаются в формирователь.
Барьер предотвращает переполнение конвейера конфетами.
Механизм подачи пленки
Подача пленки осуществляется системой валов, имеющих цепной привод.
Формирователь рукава
Конфеты непрерывно подаются конвейером в формирователь рукава.
Упаковочная пленка, проходя через формирователь, оборачивает конфеты в рукав.
Блок продольного спаивания
Упаковка в форме рукава протягивается через спаивающие колесики, формирующие продольный шов, который становится плоским при прохождении направляющего тоннеля
Блок поперечного спаивания и отрезания.
Последней операцией является поперечное спаивание и разрезание упаковки вертикальными ножами. После этого упакованные конфеты выходят из устройства.
ПАНЕЛЬ УПРАВЛЕНИЯ МНОГОФУНКЦИОНАЛЬНОЙ ГОРИЗОНТАЛЬНОЙ МАШИНЫ ДЛЯ УПАКОВКИ КОНФЕТ

УСТАНОВКА И НАСТРОЙКА МНОГОФУНКЦИОНАЛЬНОЙ ГОРИЗОНТАЛЬНОЙ МАШИНЫ ДЛЯ УПАКОВКИ КОНФЕТ
Установите многофункциональную горизонтальную машину для упаковки конфет на ровную твердую поверхность и выровняйте по горизонтали.
Подключите многофункциональную горизонтальную машину для упаковки конфет к заземленному источнику питания 380В/50Гц.
Проверьте направление вращение главного двигателя машины (транспортер должен перемещаться вправо) и если оно неверное, поменяйте местами любые две фазы кабеля питания.
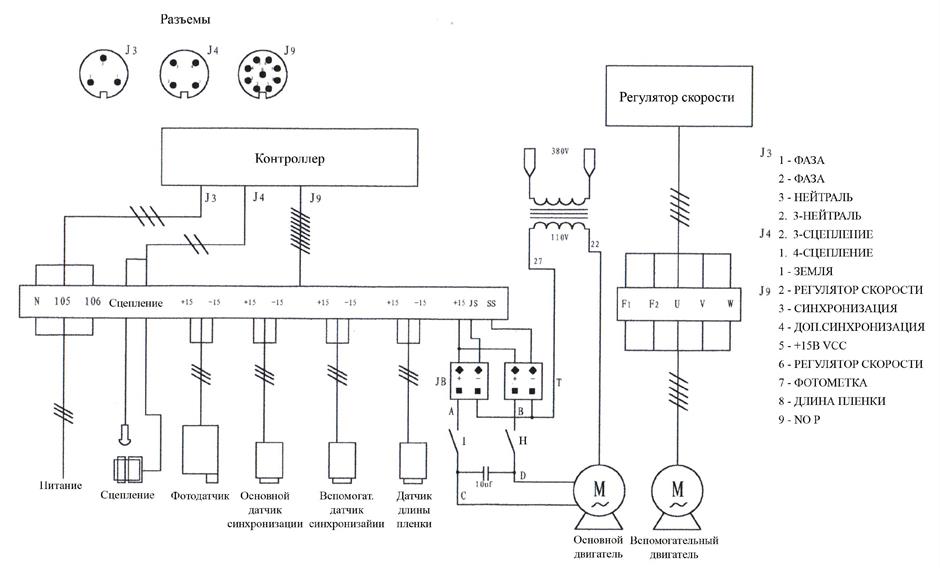
Установите на многофункциональную горизонтальную машину для упаковки конфет компьютерный блок управления и подключите его к многофункциональной горизонтальной машине для упаковки конфет при помощи соответствующих разъемов (3-х контактный, 4-х контактный и 9-контактный). Вольтметры на блоке должны показывать 15В и 5В соответственно, а на индикаторе должно высвечиваться 6 цифр.
ПОРЯДОК РАБОТЫ МНОГОФУНКЦИОНАЛЬНОЙ ГОРИЗОНТАЛЬНОЙ МАШИНЫ ДЛЯ УПАКОВКИ КОНФЕТ
Начало работы:
Включите питание.
Установите
и заправьте упаковочную пленку согласно схеме:
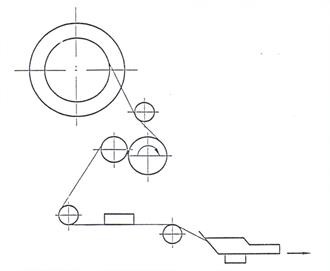
Установите температуру продольного и поперечного
спаивания и включите нагрев.
Включите функцию автоматической остановки при обрыве пленки.
Включите главный двигатель, установите невысокую скорость и проверьте работу узлов и механизмов машины, а также качество упаковки.
Отрегулируйте положение фотодатчик и настройте работу по фотометкам.
Установите нулевую скорость работы, запустите вращение щеток и добавьте конфеты в лоток распределителя, затем постепенно повысьте скорость машины. Не насыпайте слишком много конфет в лоток во избежание их неравномерной подачи на фасовку.
В случае обрыва пленки, многофункциональная горизонтальная машина для упаковки конфет автоматически остановится. Удалите оставшуюся пленку из машины и заново ее загрузите.
Конфеты нестандартной формы или размера могут блокировать подающий механизм или формирователь. Перед повторным запуском необходимо устранить причину блокировки и извлечь застрявшую конфету.
Окончание работы:
Выключите двигатель машины и отключите питание.
Удалите из машины остатки конфет.
Разведите колеса для продольного и поперечного спаивания.
Извлеките остатки упаковочной пленки из формирователя.
ОБСЛУЖИВАНИЕ И УХОД МНОГОФУНКЦИОНАЛЬНОЙ ГОРИЗОНТАЛЬНОЙ МАШИНЫ ДЛЯ УПАКОВКИ КОНФЕТ
Общие процедуры:
В конце каждой смены тщательно очищайте многофункциональную горизонтальную машину для упаковки конфет от пыли, остатков конфет и упаковочной пленки.
Все части, контактирующие с конфетами, сначала необходимо очистить щеткой, а затем промыть небольшим количеством горячей воды и протереть влажной тканью
При помощи медной щетки очистите рабочую поверхность механизмов продольного и поперечного спаивания.
Дважды в месяц доливайте масло в редуктор до уровня четыре пятых шкалы.
Регулярно смазывайте консистентной смазкой детали зубчатых и цепных передач. В первый месяц работы машины добавляйте масло каждые четыре часа.
Настройка формирователя:
Отрегулируйте ширину слота формирователя в зависимости от размеров конфет и обратите внимание на то, чтобы он находился на одном уровне с устройством подачи.
Обслуживание спаивающих механизмов.
Регулярно очищайте контактные кольца от грязи во избежание их короткого замыкания.
Заменяйте щетки, если они износились до 20 мм.
Установка и замена колеса продольного спаивания:
Рабочим элементом колеса продольного спаивания является электрическое
нагревательное кольцо. Если нагревательная часть повреждена, ее следует заменить
следующим способом: отключите разъем, открутите винты и аккуратно снимите
нагревательное кольцо. После замены подсоедините электрическое нагревательное
кольцо к контактному кольцу.
Обслуживание механизма поперечного спаивания:
Механизм поперечного спаивания состоит из термопары, электрического
нагревательного элемента, ножа и контрножа.
При замене термопары, снимите защитную крышку, отсоедините разъем и выньте
неисправную термопару. Установку новой термопары производите в обратной
последовательности.
При замене электрического нагревательного элемента, отсоедините разъем и выньте
неисправный нагревательный элемент. Установку нового нагревательного элемента
производите в обратной последовательности.
Регулировка ножей: положите под нож медный лист толщиной 0.05-0.10мм. Ослабьте
два крепежных винта и нагрейте резак на 20 градусов выше нормы. Постучите по
двум концам ножа отверткой, чтобы ослабить его крепление в пазу и отрегулируйте
высоту. Обратите внимание на то, чтобы зазор между пятью парами ножей был одинаковым.
Регулировка длины пленки: Выберите на компьютерном блоке управления режим «НН» или «LL», установите скорость главного двигателя 600 об/мин и задайте необходимую длину пленки. Привод механизма поперечного спаивания также необходимо отрегулировать в соответствии с введенными установками.
Выбор головки механизма поперечного спаивания.
Обычно, при упаковке круглых и квадратных конфет используется головка резака,
разделенная на пять равных частей (нижняя звездочка имеет 15 зубцов, а верхняя
имеет 50 зубцов). Для конфет другой формы (длина пленки 60-100мм) используется
головка резака, разделенная на три равные части. Скорость приводной цепи
необходимо регулировать с помощью изменения передаточного числа (таким образом,
нижняя звездочка имеет 19 зубцов, а верхняя имеет 57 зубцов).
Снятие и установка механизма поперечного спаивания.
При помощи шестигранного ключа открутите зажимы щеток и четыре винта М12,
крепящие механизм к основанию. Снимите головку резака. Установка выполняется в
обратном порядке.
СПОСОБЫ УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ МНОГОФУНКЦИОНАЛЬНОЙ ГОРИЗОНТАЛЬНОЙ МАШИНЫ ДЛЯ УПАКОВКИ КОНФЕТ
|
Неисправность |
Причина |
Способ устранения |
|
1. Слишком много пустых упаковок |
Неправильная форма конфет |
Выберите конфеты правильной формы |
|
Низкое положение щеток |
Отрегулируйте положение щеток |
|
|
Слишком много конфет на диске |
Уменьшите количество конфет |
|
|
Слишком большой размер конфет |
Выберите конфеты, помещающиеся в выемки |
|
|
Негладкая поверхность фасовочного диска |
Протрите или отполируйте поверхность диска |
|
|
2. В одной упаковке две конфеты |
Неравномерная толщина конфет |
Выберите конфеты равной толщины |
|
Слишком высокое положение щеток |
Отрегулируйте положение щеток |
|
|
3. Конфеты выпрыгивают на выходе из выемки |
Слот формирователя слишком широкий или слишком узкий |
Отрегулируйте ширину слота |
|
Конфеты блокируются в слоте |
Очистите слот |
|
|
На пути конфет встречаются препятствия |
Устраните препятствия |
|
|
Неправильно отрегулирован зазор между выемками на диске и выступами на конвейере |
Отрегулируйте зазор (см п.5) |
|
|
4. Метка выравнивания находится не на месте |
Неправильное положение регулировочной ручки (19) |
Отрегулируйте ручку (19) или сдвиньте направляющий вал (11) |
|
5. Конфеты ломаются на выходе из выемки |
Неправильно отрегулирован зазор между выемками на диске и выступами на конвейере |
Откройте дверцу под диском и ослабьте пять винтов на звездочке. Поверните звездочку таким образом, чтобы зазор между выступами на конвейере и выемками на диске составлял 1-2 мм |
|
6. Продольный шов пяти упаковок неодинаковый |
Неоткалибрована поверхность колеса продольного спаивания |
Откалибруйте поверхность колеса |
|
7. Невыраженный рельеф поперечного шва |
Подкладка резака слишком высокая |
Отрегулируйте положение резака, уменьшив количество медных листов под ним, либо заменив их более тонкими. |
|
Низкое качество пленки |
Используйте обычную бумагу вместо пленки для тестирования. |
|
|
8. Края упаковки не имеют зубцов |
Ослабла шпонка приводной шестерни |
Замените шпонку шестерни |
|
Резак расположен слишком низко |
Увеличьте толщину медных листов под резаком |
|
|
Большой зазор между шестернями |
Отрегулируйте положение подвижной шестерни |
|
|
9. Конфеты обрезаются |
Конвейер не синхронизирован с резаком |
Отрегулируйте цепную передачу |
|
Слишком свободный рукав |
Сделайте максимально узкий рукав, конфета не должна двигаться в упаковке |
|
|
10. Сильные колебания силы тока и температуры |
Остатки масла на поверхности контактного кольца |
Протрите поверхность контактного кольца сухой тканью |
|
Неправильный контакт щетки и кольца |
Проверьте щетку |
|
|
11. Неравномерная длина подаваемой пленки |
Неисправна обгонная муфта |
Замените муфту |
|
Неправильно отрегулирована эксцентриковая рукоятка подачи пленки |
Отрегулируйте |
|
|
12. Сложность выравнивания по фотометке |
Фотометка нанесена неравномерно |
Замените пленку |
|
Датчик не настроен |
Настройте обнаружение фотометки |
|
|
Неисправен бесконтактный переключатель |
Замените переключатель. |
|
|
Ослаблено соединение проводящего провода |
Проверьте соединения проводов |
|
|
Неисправная проводка |
Протестируйте проводку, предохранители |
|
|
Неисправна микросхема |
Замените ее |
|
|
13. Выравнивание периодически сбивается |
Загрязнение электромагнитной муфты |
Снимите электромагнитную муфту и почистите ее бензином |
|
14. Не вращается вал подачи пленки |
Неисправна муфта |
Замените муфту |
|
Слишком большой зазор в муфте |
Отрегулируйте зазор в пределах 0.10-0.25мм |
|
|
Отсутствует смазка |
Выполните смазку |
РЕГУЛИРОВКА МУФТЫ МНОГОФУНКЦИОНАЛЬНОЙ ГОРИЗОНТАЛЬНОЙ МАШИНЫ ДЛЯ УПАКОВКИ КОНФЕТ
Для регулировки внутреннего зазора электромагнитной муфты используется специальный регулировочный винт, который не следует затягивать слишком сильно. После регулировки муфты проконтролируйте температуру двух концевых подшипников. Если температура выше 50оС, необходимо ослабить винт, чтобы температура опустилась ниже этой отметки.
После каждой регулировки, плотно закрутите гайки на крышке (крышка имеет внутреннюю резьбу).
КРАТКОЕ ОПИСАНИЕ ФУНКЦИЙ КОМПЬЮТЕРНОГО КОНТРОЛЛЕРА МНОГОФУНКЦИОНАЛЬНОЙ ГОРИЗОНТАЛЬНОЙ МАШИНЫ ДЛЯ УПАКОВКИ КОНФЕТ
Режимы
При последовательном нажатии кнопки контроллер переключается между следующими режимами:
Длина пленки (три позиции слева) и длина упаковки (три позиции справа)
Счетчик ([EO] - ошибка фотодатчика; [--] - отсутствие фотометок)
Скорость упаковки (штук в минуту, три позиции справа)
Положение фотометки
Автоматическое увеличение длины упаковки
Автоматическое уменьшение длины упаковки
Упаковка без обнаружения фотометок
Порядок работы
Установите упаковочную пленку. Включите режим №1, запустите двигатель, на дисплее отобразится длина пленки, определяемая как интервал между фотометками. Если отображаемая длина сильно отличается от реальной, используйте режимы №5 и №6 для автоматической настройки длины пленки. Скорость главного двигателя должна быть выше 600об/мин. Затем остановите многофункциональную горизонтальную машину для упаковки конфет, вернитесь в режим №1 и убедитесь, что длина пленки равна длине упаковки, после чего включите режим №2 (нормальная работа). На дисплее будет отображаться количество упакованных конфет, наличие ошибок и т.д. При отображении символов ЕО в двух позициях слева, аккуратно отрегулируйте фотодатчик и точность фокусировки луча. Если символы ЕО не отображаются, можно продолжать работу.
Коды ошибок
Е1 – асинхронность основных механизмов.
Е2 – асинхронность вспомогательного многофункциональной горизонтальной машины для упаковки конфет.
Е3 – неправильная длина пленки.
Распространенные неисправности и способы их устранения
Сложность или невозможность отслеживания фотометки:
Если в режиме №2 на индикаторе отображаются символы EO, необходимо
отрегулировать фотодатчик.
Если не осуществляется подсчет, необходимо проверить исправность основных и
вспомогательных датчиков синхронизации.
Невозможно войти в рабочий режим.
При отображении на индикаторе кодов ошибки Е1, Е2, Е3 проверьте соответствующие
датчики.
Сбои в работе контроллера.
Возможно, сбои вызваны влиянием сильных электромагнитных полей. В этом случае
выполните защитное заземление.
СХЕМА ФОТОЭЛЕКТРИЧЕСКОГО ДАТЧИКА NT6 МНОГОФУНКЦИОНАЛЬНОЙ ГОРИЗОНТАЛЬНОЙ МАШИНЫ ДЛЯ УПАКОВКИ КОНФЕТ
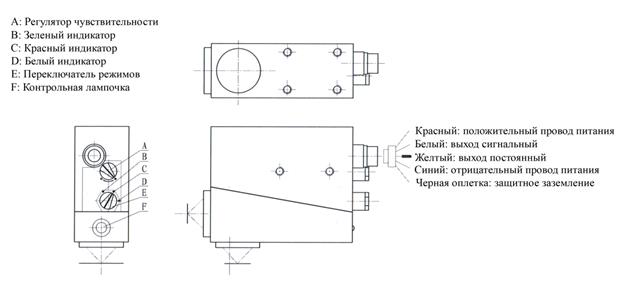
Датчик устанавливается на расстоянии 10±3 мм от пленки.
СПИСОК ЭЛЕМЕНТОВ, НЕ ПОДЛЕЖАЩИХ ЗАМЕНЕ В РАМКАХ ГАРАНТИЙНЫХ ОБЯЗАТЕЛЬСТВ МНОГОФУНКЦИОНАЛЬНОЙ ГОРИЗОНТАЛЬНОЙ МАШИНЫ ДЛЯ УПАКОВКИ КОНФЕТ
Приводные и транспортные ремни и цепи.
Подвижные и трущиеся элементы транспортировки изделий.
Нагревательные элементы и термодатчики.
Отрезные запаивающие ножи.
Покрытие резиновых подающих валов.
Элементы маркировки.
Элементы электропневмосистемы.
Электрические провода и разъемы.
Кнопки и пластиковые рукоятки.
Элементы отделки.
СПИСОК ЭЛЕКТРИЧЕСКИХ КОМПОНЕНТОВ МНОГОФУНКЦИОНАЛЬНОЙ ГОРИЗОНТАЛЬНОЙ МАШИНЫ ДЛЯ УПАКОВКИ КОНФЕТ
|
№ |
Код |
Наименование |
Параметры |
Кол-во |
Применение |
|
1 |
QF1 |
Пакетный выключатель |
DZ15LE-40/4901 |
1 |
Подача питания |
|
2 |
M1 |
Двигатель |
RCT132-4B 1.1кВт |
1 |
Главный двигатель |
|
3 |
R1-R2 |
Нагревательный элемент |
R1 220В/220Вт R2 220В/220Вт |
R1=8 R2=2 |
R1 для колеса, R2 для резака |
|
4 |
HL1-HL3 |
Контрольная лампа |
PL-220В |
3 |
HL1 - питание HL2 - двигатель HL3 - щетки |
|
5 |
ER1-ER2 |
Термопара |
0.6м |
2 |
ER1 для колеса, ER2 для резака |
|
6 |
A1-A2 |
Амперметр |
85L1-30A |
2 |
А1 для колеса, А2 для резака |
|
7 |
XCT1-XCT2 |
Термостат |
TEED-2301 |
2 |
XCT1 для колеса |
|
8 |
S1-S4 |
Переключатель |
KN3-3A |
4 |
S1 для основного питания, S2 для колеса, S3 для резака, S4 для регулировки |
|
9 |
QA1, TA1 |
Кнопка |
Y090-11BN |
2 |
QA1 для запуска, TA1 для остановки |
|
10 |
QA2, TA2 |
Кнопка |
Y090-11BN |
2 |
QA2 для запуска щеток, TA2 для остановки щеток |
|
11 |
J1 |
Пускатель переменного тока |
CJX2-1810 380В |
1 |
Для управления главным питанием |
|
12 |
J2, J3 |
Пускатель переменного тока |
CJX2-1210 380В |
2 |
J2 управляет главным двигателем, J3 управляет щетками |
|
13 |
J4-J5 |
Пускатель переменного тока |
CJX2-1810 220В |
2 |
J4-J5 управляют нагревом колеса и резака |
|
14 |
FR1 |
Термореле |
JR36B-11A |
1 |
Защита от перегрузки двигателя щеток |
|
15 |
FR2 |
Термореле |
JR16A-24A |
1 |
Защита от перегрузки главного двигателя |
|
16 |
FU1-FU3 |
Предохранитель |
RT14-20 32A |
3 |
Основное питание |
|
17 |
FU4-FU5 |
Предохранитель |
RT14-20 16A |
2 |
Цепь управления |
|
18 |
FU6 |
Предохранитель |
RT14-20 2A |
1 |
|
|
19 |
B1 |
Преобразователь |
BK100VA |
1 |
|
|
20 |
XZ |
Концевой выключатель |
LJW6-11CL |
1 |
Остановка многофункциональная горизонтальная машина для упаковки конфет при отсутствии пленки |
|
21 |
G |
Бесконтактный переключатель |
OA-D02PK-IA C02PA |
3 |
Источник сигнала |
|
22 |
M |
Фотоэлектрический датчик |
NT-03022 GOJ-312 |
1 |
Обнаружение фотометки |
|
23 |
T |
Твердотельное реле |
D2440 40A/240В |
1 |
Управляющий двигатель |
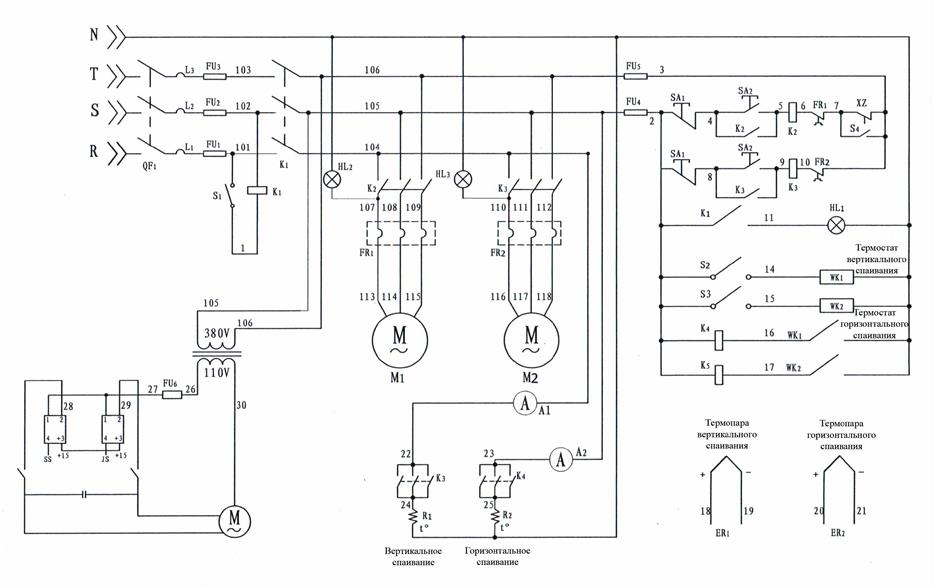
ЭЛЕКТРИЧЕСКАЯ СХЕМА МНОГОФУНКЦИОНАЛЬНОЙ ГОРИЗОНТАЛЬНОЙ МАШИНЫ ДЛЯ УПАКОВКИ КОНФЕТ
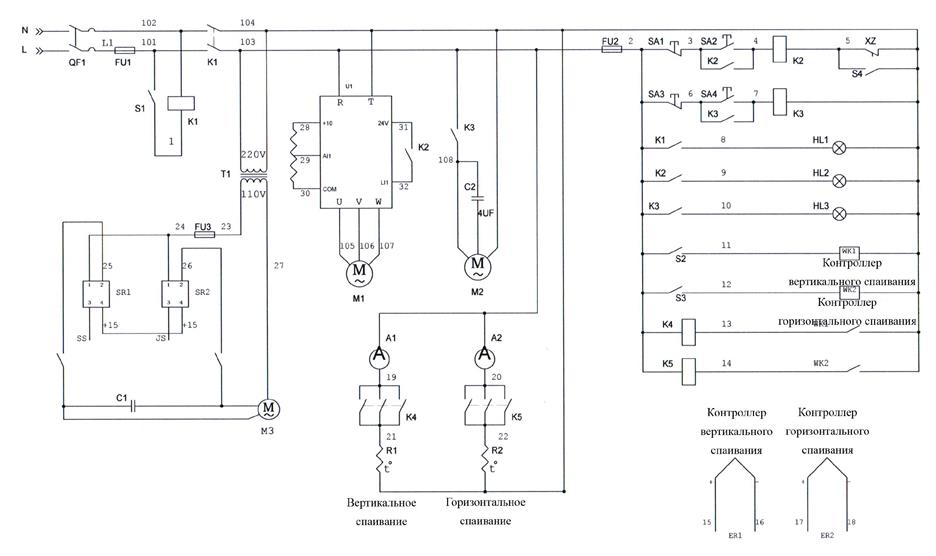
ЭЛЕКТРИЧЕСКАЯ СХЕМА ЧАСТОТНОГО ПРЕОБРАЗОВАТЕЛЯ МНОГОФУНКЦИОНАЛЬНОЙ ГОРИЗОНТАЛЬНОЙ МАШИНЫ ДЛЯ УПАКОВКИ КОНФЕТ
БЛОК-СХЕМА МНОГОФУНКЦИОНАЛЬНОЙ ГОРИЗОНТАЛЬНОЙ МАШИНЫ ДЛЯ УПАКОВКИ КОНФЕТ