Инструкция на оборудование Горизонтальная упаковочная машина GZB-450
Горизонтальная упаковочная машина GZB-450

Руководство пользователя
СОДЕРЖАНИЕ
СПИСОК ЭЛЕМЕНТОВ, НЕ ПОДЛЕЖАЩИХ ЗАМЕНЕ В РАМКАХ ГАРАНТИЙНЫХ ОБЯЗАТЕЛЬСТВ
РЕКОМЕНДАЦИИ ПО УСТРАНЕНИЮ НЕИСПРАВНОСТЕЙ
ОБЩИЕ СВЕДЕНИЯ О ГОРИЗОНТАЛЬНОЙ УПАКОВОЧНОЙ МАШИНЕ
Прежде чем приступать к работе, внимательно прочитайте настоящее руководство. Несоблюдение содержащихся в нем требований может привести к поломке горизонтальной упаковочной машины или создать угрозу безопасности обслуживающему персоналу.
Горизонтальная упаковочная машина GZB-450 предназначена для фасовки различных твердых продуктов в полиэтиленовую упаковку. Она может применяться для упаковки продуктов питания, хозтоваров, бижутерии, галантереи, канцелярских товаров и т.д.
Преимуществами горизонтальной упаковочной машины являются продуманная конструкция, управление на основе программируемого микроконтроллера, регулировка скорости при помощи частотного инвертера, что позволяет получить упаковку высокого качества.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ГОРИЗОНТАЛЬНОЙ УПАКОВОЧНОЙ МАШИНЫ
|
Питание |
220В/50Гц |
|
Мощность, кВт |
2,5 |
|
Максимальная ширина пленки, мм |
430 |
|
Длина пакета, мм |
90-300 |
|
Используемые типы пленки |
OPP, PE, PVC, PT/PE, OPP/CPP, PAPER/PE, PET/AL/PE и др. |
|
Толщина пленки, мкм |
30-60 |
УСТАНОВКА ГОРИЗОНТАЛЬНОЙ УПАКОВОЧНОЙ МАШИНЫ
1. Установите горизонтальную упаковочную машину на ровную устойчивую поверхность, обеспечив вокруг достаточно места для обслуживания.
2. Выровняйте горизонтальную упаковочную машину по горизонтали.
3. Обеспечьте надежное заземление машины.
ПРИНЦИП РАБОТЫ ГОРИЗОНТАЛЬНОЙ УПАКОВОЧНОЙ МАШИНЫ
Двигатель с бесступенчатой частотной регулировкой скорости вращения при помощи клиновидного ремня соединен с редуктором, приводящим в движение планетарный дифференциальный механизм перемещения пленки. Скорость перемещения пленки устанавливается и регулируется при помощи панели управления и контролируется в процессе упаковки системой следящих фотоэлектрических датчиков. Редуктор, в свою очередь, при помощи цепных передач обеспечивает синхроннную работу транспортера, механизмов подачи пленки, формирователя продольного шва и запайки краев пакетов.
Продукт, подлежащий упаковке при помощи транспортера перемещается на лоток формирователя пакетов, где попадает в пленочный рукав. После спаивания продольного шва рукав подается в механизм запайки краев, где происходит разделение и окончательное формирование пакетов и далее упакованный продукт по транспортеру перемещается на стол готовой продукции.
ПОРЯДОК РАБОТЫ ГОРИЗОНТАЛЬНОЙ УПАКОВОЧНОЙ МАШИНЫ
Запуск горизонтальной упаковочной машины.
После подсоединения горизонтальной упаковочной машины к источнику питания включите основной переключатель и нажмите кнопку «СТАРТ». Горизонтальная упаковочная машина начнет работать с заданной скоростью. Для немедленной остановки горизонтальной упаковочной машины нажмите кнопку «СТОП», расположенную рядом с блоком запайки краев. Для остановки горизонтальной упаковочной машины в исходном положении рабочих инструментов нажмите кнопку «СТОП» (в форме “грибка”), расположенную на панели управления. В толчковом режиме горизонтальная упаковочная машина работает пока нажата кнопка «ТОЛЧОК» и останавливается при ее отпускании.
Регулировка скорости.
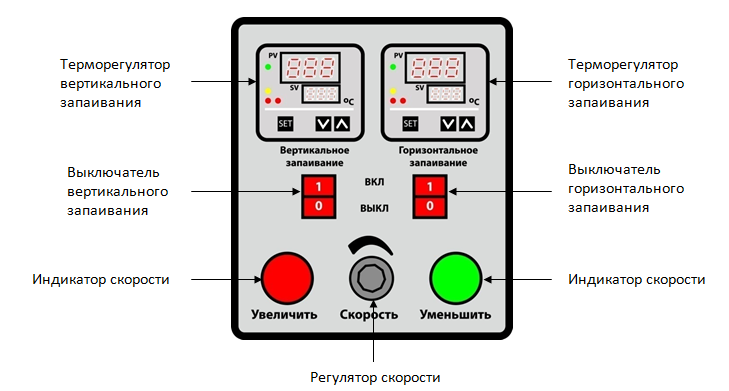
Ручка регулировки скорости находится на панели управления и с ее помощью осуществляется регулировка скорости работы всей горизонтальной упаковочной машины. Для увеличения скорости вращайте ручку по часовой стрелки, для уменьшения – против часовой стрелки. По окончании работы установите регулятор скорости в крайнее левое положение, чтобы при следующем запуске начальная скорость работы была минимальной.
Панель управления.
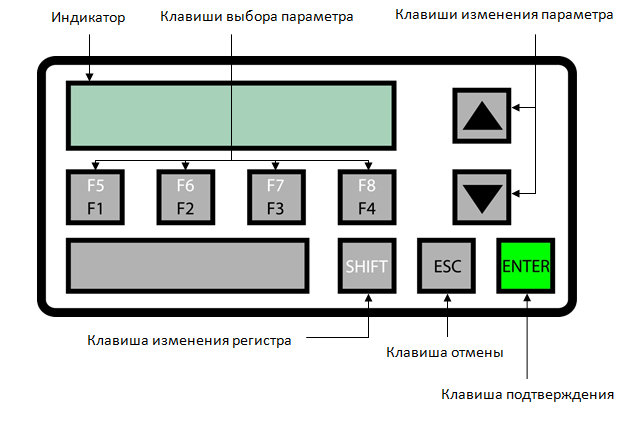
«F1» – Установка длины пакета и значения компенсации.
Нажмите клавишу «ENTER», чтобы в строке появился мигающий курсор. Клавишами «▼» (уменьшить) и «▲» (увеличить) задайте необходимое значение, после чего нажмите клавишу «ENTER» для подтверждения или «ESC» для отмены.
Диапазон установки компенсации: 3-12.
«F2» - Информация о длине пакета.
На экране отображается установленное значение длины пакета и реальное значение длины последнего сделанного пакета.
Нажмите клавишу «▼», чтобы перейти на страницу установки положения отреза.
Если линия отреза проходит после позиционной метки, необходимо уменьшить значение положения отреза. Если линия отреза проходит перед позиционной меткой, необходимо увеличить значение положения отреза.
Нажмите клавишу «ENTER», чтобы в строке появился мигающий курсор. Клавишами «▼» (уменьшить) и «▲» (увеличить) задайте необходимое значение, после чего нажмите клавишу «ENTER» для подтверждения или «ESC» для отмены.
Значение положения отреза не может превышать установленное значение длины пакета.
«F3» - Информация о скорости упаковки и выработке.
На экране отображается скорость упаковки и количество сделанных пакетов.
«F7» - Установка передаточного числа.
Нажмите клавишу «ENTER», чтобы в строке появился мигающий курсор. Клавишами «▼» (уменьшить) и «▲» (увеличить) задайте необходимое значение, после чего нажмите клавишу «ENTER» для подтверждения или «ESC» для отмены.
«F8» - Установка нормы выработки.
Нажмите клавишу «ENTER», чтобы в строке появился мигающий курсор. Клавишами «▼» (уменьшить) и «▲» (увеличить) задайте необходимое значение, после чего нажмите клавишу «ENTER» для подтверждения или «ESC» для отмены.
Когда текущее значение сделанных пакетов станет равным норме выработки, горизонтальная упаковочная машина остановится, а значение нормы выработки обнулится. Нулевое значение нормы выработки не влияет на работу горизонтальной упаковочной машины.
В нижней строке экрана отображается текущее значение сделанных пакетов.
Заправка пленки.
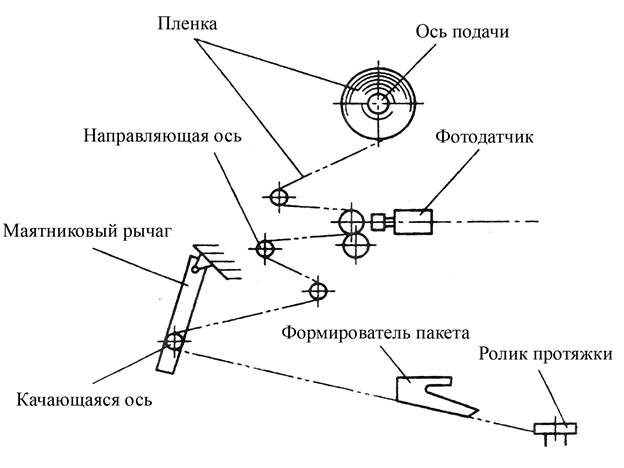
Установите рулон с пленкой на ось и отцентрируйте. Точная настройка положения рулона осуществляется при помощи маховичка, расположенного на оси. После этого протяните пленку как показано на рисунках.
Регулировка натяжения пленки.
Неравномерное натяжение пленки (провисание на краях или в середине) приводит к возникновению проблем в процессе протяжки пленки и формирования пакетов, поэтому перед запуском горизонтальной упаковочной машины необходимо отрегулировать натяжение пленки при помощи изменения положения качающегося ролика.
Настройка системы отслеживания позиционных меток.
Система отслеживания позиционных меток предназначена для контроля длины пакетов. Система работает с пленкой, на которой предварительно нанесены позиционные метки. Метки наносятся темной краской (оптимально – черной); длина метки 8-10мм, толщина 3-5мм.
В процессе работы горизонтальной упаковочной машины система отслеживает прохождение позиционных меток. Если все установки сделаны правильно, то зеленый и красный индикаторы на панели управления мигают попеременно. Если зеленый индикатор мигает чаще красного, то значение компенсации необходимо уменьшить. Если красный индикатор мигает чаще зеленого, то значение компенсации необходимо увеличить.
После того как сформированный пакет будет отрезан, проверьте положение позиционной метки относительно линии отреза. Линия отреза должна проходить по центру позиционной метки. Если линия отреза проходит за позиционной меткой, необходимо немного переместить вверх регулировочный ролик. Если линия отреза проходит перед позиционной меткой, регулировочный ролик необходимо переместить немного влево.
Регулировка температуры.
В горизонтальной упаковочной машине предусмотрена раздельная регулировка температуры для горизонтальной и вертикальной системы запаивания. Для этой цели служат два терморегулятора, расположенные на панели управления. Диапазон регулировки температуры: 0-300оС. Конкретные значения температуры выбираются исходя из толщины и типа пленки, а также скорости работы и, как правило, находятся в диапазоне 120-240оС.
От правильно выбранной температуры зависит качество шва и прочность упаковки. Кроме того, слишком высокая температура может вызвать воспламенение пленки, поэтому необходимо уделять этому особое внимание.
Регулировка механизма вертикальной запайки.
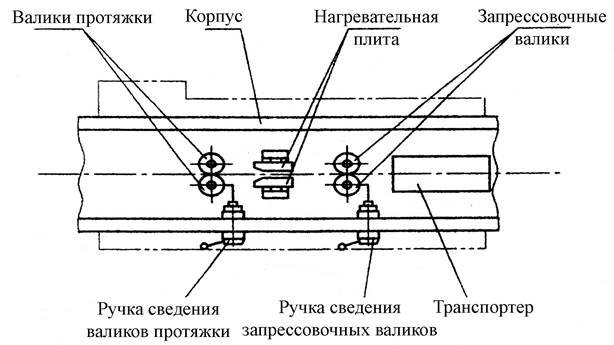
После того как сформировался рукав из пленки, выровняйте его края и заправьте между валиками протяжки, нагревательной плитой и запрессовочными валиками для обеспечения процесса вертикальной запайки. Получающийся шов должен быть равномерным, непрерывным, без морщин и перекосов. Чтобы добиться этого, руководствуйтесь следующими рекомендациями:
· Установите оба валика на расстоянии примерно 0,5-1мм от верхней защитной крышки.
· Проложите лист копировальной бумаги между двумя листами обычной бумаги и пропустите их между запрессовочными валиками. Отпечаток, оставленный на листах, должен быть четким и ровным. Если это не так, отрегулируйте взаимное положение валиков, добиваясь получения нужного результата.
· Если положение валиков установлено правильно, температура соответствует рекомендованной, но качество шва по-прежнему неудовлетворительное, попробуйте изменить степень прижатия валиков друг к другу.
· Механизм формирования шва отрегулирован на заводе и в дополнительных регулировках, как правило, не нуждается.
Регулировка скорости вращения ножей горизонтальной запайки.
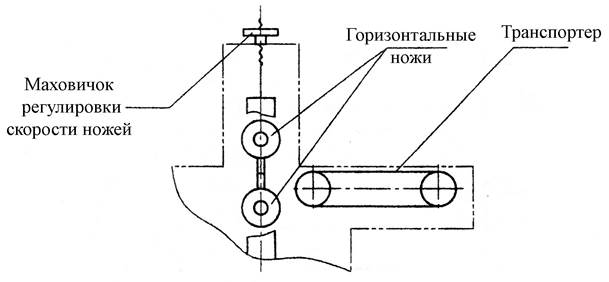
Скорость вращения ножей устанавливается в зависимости от длины упаковки таким образом, чтобы избежать чрезмерного натяжения или наоборот сморщивания пленки. При чрезмерном натяжении пленки вращайте регулировочный маховик в сторону уменьшения скорости вращения ножей, при сморщивании – в сторону увеличения скорости вращения ножей.
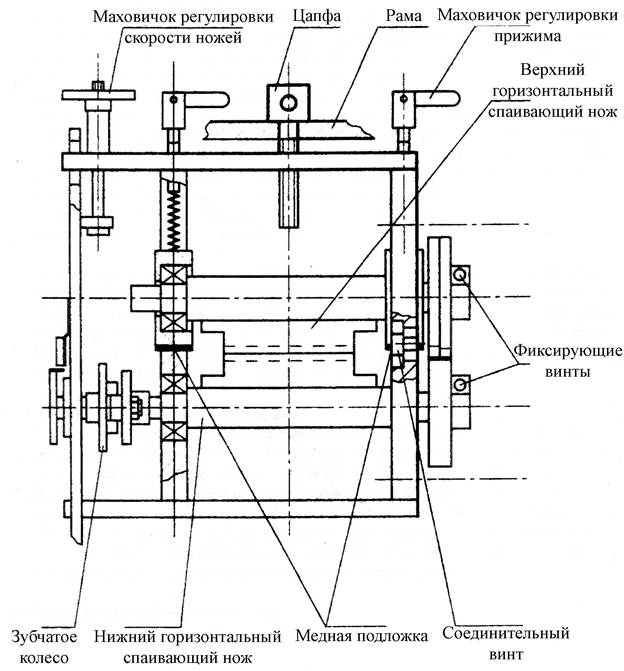
Регулировка высоты держателя горизонтальных спаивающих ножей.
Высота держателей горизонтальных спаивающих ножей устанавливается таким образом, чтобы линия спаивания проходила на уровне половины высоты продукта. Для этого ослабьте четыре винта на боковой панели держателя ножей и настройте средний регулировочный винт для достижения необходимого результата. После этого не забудьте затянуть фиксирующие винты.
Регулировка положения спаивающих ножей
Заводские установки седла в дальнейших настройках, как правило, не нуждаются. Если это все-таки необходимо, используйте копировальную бумагу для контроля качества оттиска. В случае неудовлетворительных результатов, ослабьте винты М8 и настройте положение седла при помощи регулировочного винта, после чего затяните винты М8. Нагрев при регулировке не нужен.
Регулировка резака осуществляется с использованием тонколистовой меди. Температура нагрева при регулировке устанавливается 100оС.
Регулировка положения толкателей транспортера.
· Положите 3-5 образцов продукта между толкателями транспортера, запустите горизонтальную упаковочную машину и сделайте пробную упаковку.
· Визуально проконтролируйте положение образцов относительно линии отреза и при помощи маховика регулировки положения толкателей добейтесь того, чтобы линия отреза располагалась на равном расстоянии от образцов.
ОБСЛУЖИВАНИЕ И УХОД ЗА ГОРИЗОНТАЛЬНОЙ УПАКОВОЧНОЙ МАШИНЫ
Перед обслуживанием отключите горизонтальную упаковочную машину от источника электропитания.
Внешняя очистка.
· Очистите рабочий стол и поверхность горизонтальной упаковочной машины куском влажной ткани.
· Сжатым воздухом удалите обрывки пленки с механизма подачи, формирователя пакетов и механизма запайки.
· При помощи металлической щетки удалите остатки пленки с ножей механизма запайки.
Очистка и проверка внутренних механизмов.
· Очистите электрические компоненты, расположенные в электрошкафу, при помощи мягкой щетки или сжатого воздуха.
· Проверьте работу вытяжного вентилятора.
· Очистите детали редуктора при помощи мягкой щетки.
· Очистите угольные щетки коллектора от накопившейся грязи.
· Проверьте надежность заземления.
Смазка горизонтальной упаковочной машины.
· Так как горизонтальная упаковочная машина не оборудована системой центральной смазки, необходимо регулярно смазывать движущиеся механизмы и детали.
· Не следует смазывать зубчатые ремни и ремень транспортера.
СПИСОК ЭЛЕМЕНТОВ, НЕ ПОДЛЕЖАЩИХ ЗАМЕНЕ В РАМКАХ ГАРАНТИЙНЫХ ОБЯЗАТЕЛЬСТВ ГОРИЗОНТАЛЬНОЙ УПАКОВОЧНОЙ МАШИНЫ
· Приводные и транспортные ремни и цепи.
· Подвижные и трущиеся элементы транспортировки изделий.
· Нагревательные элементы и термодатчики.
· Отрезные запаивающие ножи.
· Покрытие резиновых подающих валов.
· Элементы маркировки.
· Элементы электропневмосистемы.
· Электрические провода и разъемы.
· Кнопки и пластиковые рукоятки.
· Элементы отделки.
МЕРЫ БЕЗОПАСНОСТИ ГОРИЗОНТАЛЬНОЙ УПАКОВОЧНОЙ МАШИНЫ
· Пожалуйста, внимательно прочтите настоящее руководство, прежде чем приступать к работе на горизонтальной упаковочной машине.
· К работе на горизонтальной упаковочной машине допускается только обученный и подготовленный персонал.
· Перед запуском необходимо должным образом установить и настроить горизонтальная упаковочная машина.
· Перед пуском горизонтальной упаковочной машины убедитесь в отсутствии посторонних предметов на ее корпусе.
· Во время работы не прикасайтесь к внутренним частям горизонтальной упаковочной машины и электрооборудования.
· Не оставляйте включенную горизонтальную упаковочную машину без присмотра.
· Ремонт электрооборудования должен производиться только квалифицированным механиком.
· В случае возникновения проблем, обращайтесь в авторизованный сервисный центр.
РЕКОМЕНДАЦИИ ПО УСТРАНЕНИЮ НЕИСПРАВНОСТЕЙ ГОРИЗОНТАЛЬНОЙ УПАКОВОЧНОЙ МАШИНЫ
|
Неисправность |
Причина |
Способ устранения |
|
Пленка рвется. |
Пленка плохо выровнена.
Натяжение пленки не отрегулировано. Формирователь рукава расположен слишком низко. |
Выровняйте рулон с пленкой на оси. Отрегулируйте натяжение пленки. Поднимите формирователь рукава. |
|
Устройство корректировки отклонений не работает. |
Двигатель вращается только в одну сторону или неподвижен. Неисправен пускатель. Неисправно реле. Неисправен дифференциал.
Неисправен твердотельный переключатель. |
Проверьте работу PLC.
Замените пускатель. Замените реле. Отрегулируйте и замените неисправные детали. Замените. |
|
Сбои в работе системы слежения ха метками. |
Неправильная длина пакета.
Валы протяжки пленки загрязнены. Отсутствует сигнал фотодатчика.
Отсутствует сигнал от концевого датчика горизонтальной запайки. Неправильно отрегулировано усилие тормозной пружины. Неправильное значение компенсации. |
Правильно установите длину пакета. Очистите валы.
Отрегулируйте чувствительность фотодатчика. Отрегулируйте положение концевого выключателя. Отрегулируйте усилие тормозной пружины. Правильно установите значение компенсации. |
|
Пакет не отрезается. |
Недостаточное усилие пружины. Слишком низкая температура. Нож изношен. |
Отрегулируйте усилие.
Увеличьте температуру.
Отрегулируйте или замените. |
|
Механизм горизонтальной запайки издает сильный шум. |
Ножи ударяются друг о друга.
Неправильно отрегулировано взаимное положение ножей. |
Уменьшите количество медных листов в нижнем ноже. Правильно отрегулируйте положение ножей. |
|
Запаковываемый продукт попадает в зону отреза. |
Неправильно установлена высота держателя ножей. В упаковке остается лишний воздух.
Неправильно установлены толкатели транспортера. Слишком высокая скорость. Слишком слабый пакет. |
Правильно установите высоту. Отрегулируйте положение прижимной щетки. Правильно установите толкатели. Уменьшите скорость. Отрегулируйте формирователь рукава. |
|
Края пленки не выровнены в процессе формирования продольного шва. |
Рулон с пленкой плохо отцентрирован. Рукав несимметричен. |
Установите рулон по центру. Отрегулируйте положение прижимной щетки. |
|
Нечеткая печать. |
Плохо отрегулирован привод принтера. Плохой контакт литеры с пленкой. Закончились чернила. Слишком низкая температура. |
Отрегулируйте фрикционный ролик. Отрегулируйте силу прижима. Замените картридж. Увеличьте температуру. |
|
Длина пакета не соответствует заданной. |
Неисправен переключатель редуктора. Неисправен редуктор. Неисправен концевой выключатель. Неисправен двигатель. |
Замените переключатель.
Замените редуктор. Отрегулируйте концевой выключатель. Замените двигатель. |
|
Не отображается длина пакета. |
Неисправен или загрязнен переключатель редуктора. Переключатель установлен неправильно. Неисправен концевой выключатель. |
Очистите или замените.
Отрегулируйте положение переключателя. Замените. |
|
Не мигает один из индикаторов компенсации. |
Неправильно установлена длина пакета или значение компенсации. Неисправна лампа. |
Установите заново.
Замените. |
|
Температура не регулируется. |
Неисправен термоэлемент. Неисправен твердотельный переключатель. Неисправна термопара. Неисправен регулятор. |
Замените. Замените.
Замените. Замените. |
|
Температура скачет. |
Загрязнена медная манжета.
Плохой контакт между щеткой и манжетой. Неисправна термопара. |
Очистите медную манжету. Замените щетку.
Замените. |
|
Продольный шов имеет разрывы. |
Неправильно выбрана температура. Несоответствующий зазор между запаивающими валиками. Некачественная пленка. |
Установите подходящую температуру. Отрегулируйте зазор.
Используйте другую пленку. |
|
Поперечный шов имеет разрывы. |
Неправильно выбрана температура. Ножи загрязнены.
Несоответствующее положение ножей. Некачественная пленка. |
Установите подходящую температуру. Очистите ножи при помощи медной щетки. Отрегулируйте положение ножей. Используйте другую пленку. |
|
Пакет обрезается после позиционной метки. |
Неправильно установлена длина пакета. |
Уменьшите длину пакета. |
|
Пакет обрезается перед позиционной меткой. |
Неправильно установлена длина пакета. |
Увеличьте длину пакета. |