Инструкция на оборудование Агрегат для производства двухслойного гофрокартона QWJ-2-1300
АГРЕГАТ ДЛЯ ПРОИЗВОДСТВА
ДВУХСЛОЙНОГО ГОФРОКАРТОНА
QWJ-2-1300

РУКОВОДСТВО ПОЛЬЗОВАТЕЛЯ
СОДЕРЖАНИЕ:
2. ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ПАРАМЕТРЫ.
5. МЕТОДИКА ПРИГОТОВЛЕНИЯ КЛЕЯ
9. МОДУЛЬ ПРОДОЛЬНОЙ И ПОПЕРЕЧНОЙ РЕЗКИ
12. ПРИЧИНЫ ВОЗМОЖНЫХ НЕПОЛАДОК
1. КРАТКОЕ ОПИСАНИЕ АГРЕГАТА ДЛЯ ПРОИЗВОДСТВА ДВУХСЛОЙНОГО ГОФРОКАРТОНА
В настоящее время, в условиях все более возрастающих требований к качеству производимой упаковки и срокам, очень важно иметь не только подходящее оборудование, но и возможность обеспечить выполнение всего технологического цикла силами своего собственного производства.
Основная технологическая единица – это оборудование по производству гофрированного картона. При производстве кашированной упаковки отпечатанный лист, как правило, приклеивают на «открытую волну» двухслойного гофрокартона – самого дешевого и простого в производстве. Имея такой агрегат для производства двухслойного гофрокартона, можно производить гофрокартон собственными силами и не зависеть от поставщиков.
Агрегат состоит из следующих модулей:
· механический раскат для бобин
· гофрирующий модуль – 2 шт.
- модуль разрезки на листы (с возможностью продольной резки)
2. ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ПАРАМЕТРЫ АГРЕГАТА ДЛЯ ПРОИЗВОДСТВА ДВУХСЛОЙНОГО ГОФРОКАРТОНА
|
Ширина бумаги, мм |
1320 |
|
Скорость протяжки, м/мин |
0~35 |
|
Тип нагревательных элементов |
Кварцевые лампы |
|
Питание |
380 В / 50 Гц |
|
Мощность нагревательных элементов, кВт |
34,5 |
|
Мощность электродвигателя, кВт |
3 |
|
Габариты, мм |
8000 х 2000 х 1700 |
|
Вес, кг |
4500 |
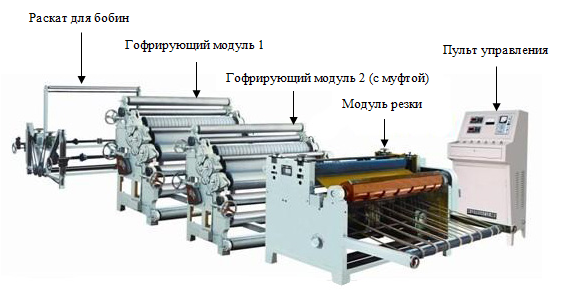
3. РАСПОЛОЖЕНИЕ СЕКЦИЙ АГРЕГАТА ДЛЯ ПРОИЗВОДСТВА ДВУХСЛОЙНОГО ГОФРОКАРТОНА
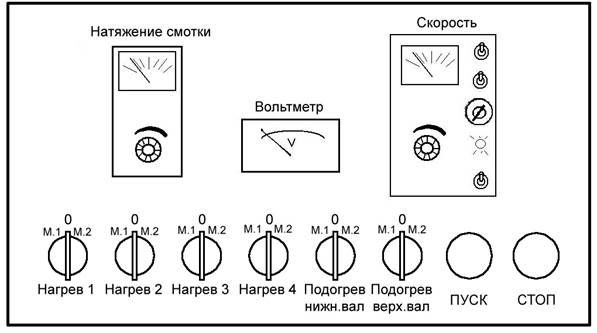
4. ПУЛЬТ УПРАВЛЕНИЯ АГРЕГАТА ДЛЯ ПРОИЗВОДСТВА ДВУХСЛОЙНОГО ГОФРОКАРТОНА
5. МЕТОДИКА ПРИГОТОВЛЕНИЯ КЛЕЯ АГРЕГАТА ДЛЯ ПРОИЗВОДСТВА ДВУХСЛОЙНОГО ГОФРОКАРТОНА
Пропорция смеси клея с водой.
Первая группа
Вода 60 кг. порошок 2,5 кг щелочь 0,7 кг.
Вторая группа
Вода 70 кг. порошок 22,5 кг бура 0,25 кг.
Процесс изготовления
1. I группа: Растворите щелочь в небольшом количестве воды. В остальную воду всыпьте порошок. Соедините оба раствора и продолжайте помешивать в течение 10-30 минут.
2. II группа: Смешайте воду с порошком в указанных пропорциях и влейте его в раствор буры (в небольшом количестве горячей воды).
3. Затем необходимо раствор первой группы соединить с раствором второй группы и помешивать 10-20 минут. Клей готов.
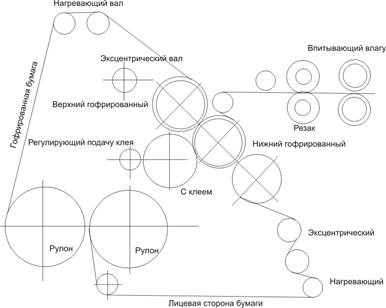
6. СХЕМА РАБОТЫ АГРЕГАТА ДЛЯ ПРОИЗВОДСТВА ДВУХСЛОЙНОГО ГОФРОКАРТОНА