Инструкция на оборудование Трафаретный станок печати по цилиндрическим поверхностям S-300М
Трафаретный станок печати
по цилиндрическим поверхностям S-300М

Руководство пользователя
СОДЕРЖАНИЕ
ОБЩЕЕ ОПИСАНИЕ
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
ОСНОВНЫЕ ЧАСТИ
ОРГАНЫ НАСТРОЙКИ И УПРАВЛЕНИЯ
ПОРЯДОК РАБОТЫ
МЕРЫ ПРЕДОСТОРОЖНОСТИ
ОБСЛУЖИВАНИЕ И УХОД
СПОСОБЫ УСТРАНЕНИЯ НЕИСПРАВНОСТЕЙ
ПНЕВМАТИЧЕСКАЯ СХЕМА
ЭЛЕКТРИЧЕСКАЯ СХЕМА
ОБЩЕЕ ОПИСАНИЕ ТРАФАРЕТНОГО СТАНКА ПЕЧАТИ ПО ЦИЛИНДРИЧЕСКИМ ПОВЕРХНОСТЯМ
Печатный трафаретный станок печати по цилиндрическим поверхностям – это новый тип трафаретного станка печати по цилиндрическим поверхностям, обладающий такими преимуществами, как высокая точность, лёгкость управления и небольшой вес.
Отличительные особенности:
· Возможность печати по плоским и цилиндрическим поверхностям.
· Микропроцессорное управление.
· Встроенный счётчик рабочих циклов.
· Регулируемая скорость печати
· Автоматическая балансировка ракеля, гарантирующая равномерный прижим.
· Регулируемый в трех плоскостях рабочий стол.
· Высокая точность печати и лёгкая настройка.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ТРАФАРЕТНОГО СТАНКА ПЕЧАТИ ПО ЦИЛИНДРИЧЕСКИМ ПОВЕРХНОСТЯМ
|
Модель |
S-300M |
|
Область печати, мм |
150х260 |
|
Макс. длина запечатываемого материала, мм |
280 |
|
Макс. диаметр запечатываемого материала, мм |
окружность: 86 арка: 160 (длина 260 мм) |
|
Угол уклона поверхности |
вверх ≤ 15о; вниз ≤ 7о |
|
Производительность, шт/час |
1000 |
|
Питание |
220В/50Гц |
|
Мощность, Вт |
250 |
|
Расход воздуха, л/мин |
60 |
|
Уровень шума, дБ |
< 70 |
|
Габариты, мм |
1020 х 820 х 1420 |
|
Вес, кг |
140 |
ОСНОВНЫЕ ЧАСТИ ТРАФАРЕТНОГО СТАНКА ПЕЧАТИ ПО ЦИЛИНДРИЧЕСКИМ ПОВЕРХНОСТЯМ
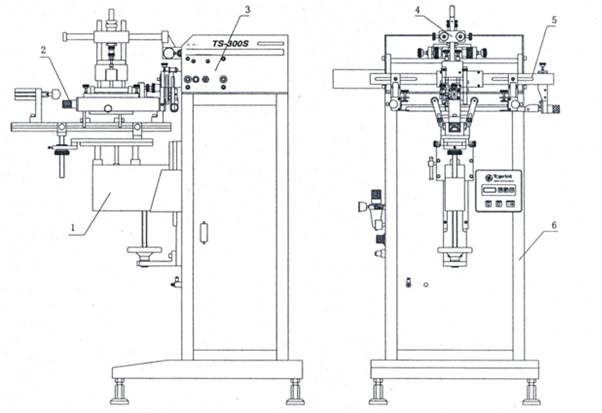
рис.1
1. Рабочий стол 4. Печатная каретка
2. Трафаретная рама 5. Траверса
3. Привод 6. Корпус
ОРГАНЫ НАСТРОЙКИ И УПРАВЛЕНИЯ ТРАФАРЕТНОГО СТАНКА ПЕЧАТИ ПО ЦИЛИНДРИЧЕСКИМ ПОВЕРХНОСТЯМ
Панель управления
1. Счетчик: отображает количество рабочих циклов
2. Кнопка подъема консоли (в режиме настройки) /кнопка увеличения скорости (в автоматическом режиме)
3. Кнопка управления ракелем и оросителем (в режиме настройки) / кнопка уменьшения скорости (в автоматическом режиме)
рис. 2
Скорость
работы трафаретного станка печати по цилиндрическим поверхностям определяется
интервалом времени между двумя циклами, значение которого можно устанавливать в
диапазоне от 1 до 9 (максимум: 3 секунды). При нажатии кнопок управления
скоростью, на индикаторе отображается текущее значение в формате: DL-X (X=1…9), которое через
5 секунд сменяется индикацией счетчика.
4. Кнопка перемещения печатной каретки вправо-влево
5. Кнопка включения режима одного цикла
6. Кнопка включения толчкового режима
7. Кнопка «СТАРТ/СТОП»
Печатная каретка
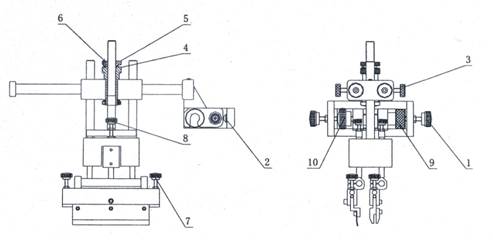
рис. 3