3.3. Изготовление гофрированного картона на гофроагрегате
3.3. Изготовление гофрированного картона на гофроагрегате
 |
Для изготовления гофрированного картона и плоских заготовок для тары применяются гофроделательные агрегаты. На них осуществляется не только процесс производства гофрированного картона, но и отдельные операции по его переработке (рис. 3.2). В конечном счете, с агрегата могут сходить листовые заготовки картонных ящиков.
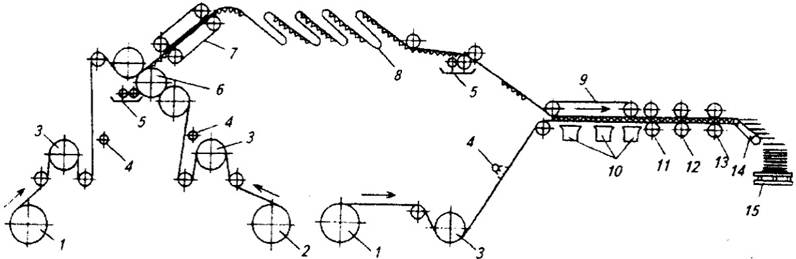
Рис. 3.2. Схема гофрировального агрегата: 1 - раскаты картона;
2 - раскат бумаги; 3 - подогреватели; 4 - увлажнители;
5 - клеенаносящее устройство; 6 - узел гофрирования; 7 - конвейер;
8 - мост-накопитель; 9 - прижимной конвейер; 10 - сушильные плиты;
11 - узел продольной резки; 12 - узел продольной рилевки; 13 - узел
поперечной резки; 14 - приемный транспортер; 15 - стопоукладчик
|
|
Процессы, выполняемые гофроделательным агрегатом, заключаются в следующем.
Рулоны бумаги и картона устанавливаются на раскаты 1 и 2. Современные бесштанговые конструкции раскатов имеют рулонодержатели с гидравлическим или механическим приводом перемещения по высоте и по ширине закрепляемого рулона. Для обеспечения и контроля натяжения полотна при подаче его в машину используют пневматические, дисковые и электрические тормоза. Склейка концов рулонов производится в специальном узле (сплайдере). Его функция заключается в стыковке концов старого и нового рулонов вместе в процессе работы машины. Современные сплайдеры оснащены системами автоматического управления величиной натяжения с мгновенным реагированием.
Разматываемое из рулона полотно бумаги через подогреватель 3 и увлажнитель 4 подается к нагреваемым паром рифленым валам узла гофрирования 6. Как показала практика, увлажнение паром для большинства видов бумаги для гофрирования не требуется. Исключение составляют бумаги из полухимической древесной или сильно клееной макулатурной массы, а также лайнер, полученный из крафт-целлюлозы. Увлажнение такой бумаги с одновременным ее нагревом несколько размягчает содержащиеся в ней проклеивающие вещества и способствует улучшению проникновения клея внутрь бумаги при склеивании. Кроме того, бумага становится более эластичной, увеличивается ее способность к удлинению в процессе гофрирования и, следовательно, устраняется основная причина образования трещин. При переувлажнении бумага плохо воспринимает клей, становится рыхлой и не обеспечивает требуемую жесткость гофров. Оптимальной считается влажность бумаги перед гофрированием 7-8 %. Иногда допускается увеличение влажности до 9 %. Влажность картона для плоских слоев перед склейкой должна быть несколько ниже влажности бумаги и не превышать 7 %.
Подогреватели для бумаги и картона представляют собой стальные барабаны диаметром 900-930 мм и длиной, превышающей рабочую ширину агрегата. Барабан-подогреватель рассчитан на нагрев поверхности паром до температуры 180-200 0С. Для регулирования степени охвата барабана полотном и в целях регулирования влажности картона, поступающего на склейку, имеются два металлических вала. Минимальный охват окружности барабана - 900, максимальный - 2700. Для увлажнения картона и бумаги перед гофрированием применяются паровые увлажнители трубчатого или камерного типа.
Бумага (флютинг), проходя между зубчатыми валами гофрировальной машины (гофропресса), приобретает волнообразный профиль. Клей при помощи клеевых валиков 5 наносится на гребни волн флютинга. Сразу после гофропресса и нанесения клея флютинг объединяется с предварительно подготовленным картоном (лайнером), образуя после склеивания двуслойный гофрокартон. Полученный двуслойный гофрокартон через накопительный мост 8 подается к клеильному устройству 5, где клей наносится на вершины гофров с другой стороны флютинга.
С отдельного раската соответственно подготовленный второй слой лайнера подается и склеивается с двухслойным гофрокартоном. Так как гофрокартон из трех и более слоев не сгибается без деформации, термосклеивание и сушка его производится под нажимом роликов между плоской конвейерной лентой 9 и сушильными плитами 10. Далее на соответствующих устройствах обрезаются кромки, осуществляется продольная резка 11, рилевка 12 и поперечная резка 13, где готовый гофрированный картон нарезается на отдельные листы требуемой длины. Двухслойный картон можно наматывать в рулон. Листы гофрокартона с помощью приемного конвейера 14 и стопоукладчика 15 штабелируются и транспортируются на отлежку для охлаждения и окончательного схватывания клея.
Производительность гофроагрегата зависит от многих факторов. В их числе: качество исходного сырья, вид применяемого клея, температурный режим, тип вырабатываемого картона, частота переналадок, количество заправок рулонов, рабочая ширина и скорость агрегата. В связи с непостоянством фактической скорости работы агрегата при расчете производительности применяют значения усредненной скорости. Расчетная производительность гофроделательного агрегата определяется по следующей формуле:
Q = 60BvKaKM, м2/ч,
где В - рабочая ширина агрегата, м; v - усредненная скорость агрегата, м/мин; Ка - коэффициент выхода картона (с учетом потерь); Км - коэффициент использования машинного времени.
В табл. 3.2 приведены характеристики некоторых современных гофроагрегатов.
Таблица 3.2
Технические характеристики отечественных и зарубежных гофроагрегатов
|
Тип Ф Гофроагрегата |
ирма-производитель |
Число сло ев |
Профиль гофра |
Рабочая скорость, м/мин |
Ширина полотна, мм |
Производитель- ность, млн, м2/год |
Примечание |
|
ЛГК-5 |
АО «Петрозаводскмаш» |
2-3-5 |
В,С 1 |
50-175 |
2100 |
60 (на П трехслойном) |
Паровой теплоноситель |
|
ЛГК |
« |
2-3 |
В,С 1 |
50-160 |
1400 |
36 (на трех- слой- ном) |
« |
|
Гофролин 30-12 |
«Прогресс» |
2-3 |
A, С, B, Е |
До 20 |
1260 |
9,5 (максимум) |
Электронагрев |
|
ЛКС-2 |
«Петромаш- Сервис» |
2-3 |
В,С,Е |
До 40 |
1400 |
20-25 |
Автоматическое регулирование температуры |
|
Millugator |
"BHS Corrugated" |
3 |
Все типы |
400 |
3300 |
200 В ] |
акуумная система прижима, быстрая смена гофровалов |
|
|
|
3 |
В,С |
350-400 |
2500 |
100 |
Узел гофрирования кассетного типа |
|
SF 380 |
"Langston" |
3-5 |
В,С ,ВС |
350 |
2500 |
100 |
Быстрая смена гофровалов |
|
|
"Peters Maschinen- fabrik" |
2-3-5 |
В,С, ВС |
150 |
2500 |
150 |
- |
|
WJ80- 1400-B-I |
ОАО «Цзин- шаньмаш» |
3-5 |
А,В,С, EF,BC |
70-90 |
1400 |
45-50 |
Теплоноситель- пар (1,2 МПа) |
3.3.1. Гофрировальная машина
Гофрировальная машина (рис. 3.3) - это сердце гофроделательного агрегата и технологические процессы, происходящие здесь, определяют конечное качество выпускаемого картона. Она выполняет гофрирование подготовленного полотна бумаги и склеивание его с плоским слоем картона.
Гофрирование происходит при определенной влажности бумажного полотна и воздействии тепла от нагретых рифленых валов, благодаря чему гофры получаются жесткими, способными воспринимать большие нагрузки без разрушения.