Тара и упаковка 3. особенности разработки тары и упаковки
4. ОСНОВНЫЕ ПОЛИМЕРНЫЕ МАТЕРИАЛЫ ДЛЯ ПРОИЗВОДСТВА ТАРЫ
Для производства тары широко используют такие материалы, как бумага, картон, пластмассы, металл, стекло, керамика и дерево. Среднегодовые объемы их применения в мире, в Европе и в наиболее развитых странах приведены в табл. 2.1.
В данной главе рассмотрены физические, химические, технологические и конструкционные свойства основных упаковочных материалов. Совокупность таких сведений имеет первостепенное значение при выборе материала, разработке конструкции и технологии производства тары и упаковки.
В производстве тары и упаковки используется от 30 до 40% производимых во всем мире пластмасс. В полимерную тару упаковываются продукты питания, напитки, косметическая, фармацевтическая продукция, промышленные товары, химические
Таблица 4.1
Годовой объем использования пластмасс для упаковки продукции различных отраслей промышленности Англии [52]
|
Упаковываемая продукция |
Использование пластмасс |
|
|
тью. т |
% |
|
|
Продукты питания |
274,1 |
21 |
|
Напитки |
91,4 |
7 |
|
Косметика, фармацевтика |
365,5 |
28 |
|
Промышленные товары |
78,3 |
6 |
|
Химические и строительные материалы |
496,0 |
38 |
продукты, строительные материалы и т. д. Объемы использования пластмасс в производстве тары для продукции различных отраслей промышленности Англии приведены в табл. 4.1.
4.1. Классификация и общая характеристика
Полимерами называют природные и искусственные химические соединения, в молекулах которых одинаковые звенья повторяются большое число раз. Эти многократно повторяющиеся звенья низкомолекулярного химического вещества — мономера — соединены между собой различными видами химических связей.
В зависимости от характера процессов, сопутствующих формованию изделий, полимеры подразделяют на реактопласты и термопласты.
Реактопластами называют материалы, переработка которых в изделия сопровождается химическими реакциями образования трехмерной структуры — отверждением. Отвержденные реактопласты теряют способность переходить в вязкотекучее состояние.
Процесс формования изделий совмещен с процессом окончательного формирования сетчатого полимера, который протекает в трудно контролируемых условиях. Поэтому молекулярная структура реактопластов трудно воспроизводима.
К термопластам относятся полимеры, которые с повышением температуры претерпевают фазовые изменения, переходя из твердого состояния в вязкотекучее. Если при этом температура не превысила того предела, за которым начинается термическое разложение полимера с выделением паро- или газообразных продуктов (мономеров или их составляющих), то при охлаждении термопласт снова переходит в твердое состояние. Такие фазовые переходы с термопластами можно осуществлять многократно. Эта особенность является важнейшим преимуществом термопластов перед реактопластами и обусловливает их широкое применение в упаковочной промышленности.
Формирование молекулярной структуры терпомластов осуществляется на стадии синтеза в строго контролируемых условиях. Благодаря этому возможно получение полимеров с определенной и воспроизводимой молекулярной структурой.
4.1.1. Классификация по химической структуре
Изменение химической структуры, молекулярных характеристик в решающей степени определяет комплекс свойств макромолекул (межмолекулярное взаимодействие, растворимость, термодинамическая и кинетическая гибкость макромолекул, поляризуемость, способность кристаллизоваться и т. д.), от которого зависят свойства полимера. Молекулярные характеристики полимеров, состоящих из линейных или разветвленных макромолекул, определяются химической структурой звеньев, образующих основную цепь, регулярностью построения (пространственной упорядоченностью чередования звеньев и разветвленностью цепи), средним молекулярным весом и полидисперсностью макромолекул.
Г1о химической структуре звеньев макромолекул различают карбоцепные и гетероцепные полимеры.
Карбоцепными называют полимеры, основная цепь макромолекул которых содержит только атомы углерода. К ним относятся преимущественно полимеры непредельных углеводородов этиленового ряда с различными боковыми заместителями. Свойства этих полимеров закономерно изменяются в зависимости от природы боковых заместителей в мономере. Среди карбоцепных полимеров наибольшее распространение получили полиолефины (полиэтилен, полипропилен, полибутен, полиизобутилен), галогенопроизводные полиолефинов (поливинилхлорид, политетрафторэтилен, политрифторхлорэтилен), а также полистирол, насыщенные полиакрилаты и различные сополимеры.
К гетероцепным относятся полимеры, в основной молекулярной цепи которых помимо углерода содержатся атомы других элементов. Наиболее часто такими атомами являются атомы кислорода (простые и сложные полиэфиры), азота (полиамиды, полиуретаны, аминоальдегидные смолы, полиимиды и др.), серы (полисульфоны), кремния (кремнийорганические смолы) и некоторые другие.
4.1.2. Классификация по методам синтеза
Полимерные материалы получают различными методами синтеза — полимеризацией, поликонденсацией.
Полимеризацией называют процесс получения высокомолекулярных веществ, при котором макромолекула образуется путем последовательного присоединения молекул одного или нескольких низкомолекулярных веществ (мономеров) к растущему активному центру.
По числу участвующих в синтезе мономеров различают гомополимеризацию (один мономер) и сополимеризацию (два и более).
Полимеризация протекает без выделения побочных соединений.
В зависимости от природы активного центра и механизма роста цепи различают радика льную и ионную полимеризацию.
При радикальной полимеризации активным центром является свободный радикал, а рост цепи является гомолитической реакцией, сопровождающейся разрывом ненасыщенных связей у одинаковых атомов. Получаемые полимеры характеризуются обычно разветвленной структурой макромолекул с высокой полидисперностью.
При ионной полимеризации активным центром являются ионы или поляризованные молекулы, а раскрытие двойной связи (или цикла) происходит гетеролитически, по местам гетероатомов (кислорода, азота, серы). Получаемые ионной полимеризацией на твердых катализаторах полимеры отличаются неразветвленной стереорегулярной структурой с малой полидисперностью.
Поликонденсацией называют процесс синтеза полимеров из биили полифункциональных соединений, в котором рост макромолекул происходит путем химического взаимодействия молекул мономеров друг с другом и с промежуточными продуктами синтеза. Поликонденсация, как правило, сопровождается выделением побочного низкомолекулярного вещества (воды, спирта, галогеноводорода и др.). Получаемые поликонденсацией гетероцепные полимеры обладают неразветвленной линейной структурой макромолекул с довольно высокой полидисперсностью.
Молекулярная масса макромолекул определяется числом повторяющихся звеньев гг, которое называется степенью полимеризации. Однако синтетические полимеры нельзя характеризовать одним определенным значением п или молекулярной массы. Практически любой полимер в реальности представляет собой набор макромолекул с различной степенью полимеризации (полимергомологов). Это свойство называется полидисперсностью или полимолекулярностью.
Молекулярная масса М связана с п соотношением
М= тцтх (4.1)
где mQ — молекулярная масса повторяющегося звена.
Молекулярная масса полимеров является средней статистической величиной и определяется видом молекулярно-массового распределения. В зависимости от способа усреднения различают среднечисловую, среднемассовую и Z-среднюю (среднеседиментационную) молекулярные массы.
На практике наиболее часто используют понятие среднечисловой молекулярной массы (Мп), определяемой отношением общей массы полимера М0 к общему числу макромолекул N0:
N
t=\
где Vj — числовая доля фракции макромолекул i-вида с М = Mt; N — число фракций.
Значение Мп экспериментально определяют методами осмометрии, эбулиоскопии, криоскопии, а также по данным количественного определения концевых групп макромолекул спектроскопическим и химическим методами.
Среднемассовую молекулярную массу выражают уравнением
N
M<o=EG>iMi* (4.3)
i=l
где ait — массовая доля фракции макромолекул i-вида с М = Mv
Экспериментально Мш определяют при измерении методом светорассеяния, а также по данным измерения седиментационного равновесия.
Графически Мп и Мш представляют собой абсциссы центров тяжести площадей под кривыми числового и массового (соответственно) распределения М. Практически всегда для любых полимеров М^ > Мп .
Молекулярная и надмолекулярная структуры полимеров находятся в прямой зависимости от химической структуры и методами синтеза (табл. 4.2).
4.1.3. Классификация по физической структуре
Физическая структура твердых полимеров определяется взаимным расположением (упаковкой) макромолекул и зависит от стереорегулярности и гибкости цепей.
Стереорегулярными называют полимеры, макромолекулы которых состоят из звеньев, имеющих одинаковые или различные, но повторяющикся в определенной периодичности пространственные конфигурации. Наиболее существенным отличием стереорегулярных полимеров от нерегулярных (атактических) является способность первых образовывать трехмерные кристаллы.
Под гибкостью макромолекул понимают способность полимерных цепей изменять свою конформацию в результате внутримолекулярного (макроброуновского) теплового движения звеньев (равновесная или термодинамическая гибкость) или же под влиянием внешних механических сил (кинетическая или механическая гибкость). Конформация — это переменное распределение в пространстве атомов и атомных групп, образующих макромолекулу. Формально переход от понятия конфигурации к понятию конформации производится путем учета микроброуновского движения звеньев и боковых групп.
Методы синтеза и молекулярная структура распространенных полимеров
|
Полимеры |
Услоен ое обозначение |
Метод синтеза |
Структура мономерного звена |
Стереорегупярность |
Среднечисловой молекулярный вес, тыс. |
Степень разветвления |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
Карбоцетые |
|
|
|
|
|
|
|
Полиэтилен низкой ПЛОТНОСТИ |
ПЭНП |
Ради капо-цепная полимеризация этилена при высоком давлении (до 150 МПа) и температуре до 473 К |
-СН2-СН2- |
Нерегулярная структура |
25-50 |
До 20 на 1000 атомов углерода |
|
Полиэтилен высокой плотности |
пэеп |
Ионно-цепная полимеризация этилена |
-СН2-СН2- |
Стереорегул фная структура |
80-400 |
1,5-5 на 1000 атомов углерода |
|
Полипропилен |
пп |
Ионно-цепная полимеризация пропилена |
-СН2-9Н- СНз |
То же |
80-200 |
Низкая |
|
Полибутен-1 |
ПБ-1 |
Ионно-цепная полимеризация бугена-1 |
-СНР-СН- 62Н5 |
То же |
120-200 |
То же |
|
Полиметилпен тен |
пмп |
Ионно-цепная полимеризация метилпентена |
-СНг-СН- сн;СНз СНз |
То же |
60-120 |
То же |
|
Полнейнилхлорид |
ПВХ |
Ради кало-цепная полимеризация винилхлорида в эмульсии, реже — в суспензии или в среде мономера |
-СНг-СН- CI |
Зависит от метода и условий синтеза |
30-150 |
1,7-5 на 1000 атомов углерода |
|
Политетрафторэтилен |
ПТФЭ |
Радик ало-цепная полимеризация тетр афто рэти лена эмульсионным методом при давлении до 10 МПа |
-CF2-CF2- |
Регул $рная линейная структура |
140-960 |
Низкая |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
|
|
Радик ал о-цепная |
9' -CF2-C- ¥ |
|
|
|
|
Политрифторхлорэтилен |
ПТФХЭ |
эмульсионная полимеризация |
То же |
56-100 |
То же |
|
|
|
|
три фторхло рэти л ена |
|
|
|
|
|
Полистирол |
ПС |
Радик ало-цепная полимеризация стирола в блоке, эмульсии |
-СНг-СН- 6 |
Нерегулярная структура |
80-100 |
Высокая |
|
|
|
или суспензии |
|
|
|
|
|
Полиметилметакрилат |
ПММА |
Радикало-цепная полимеризация м етил м етак ри л ата в блоке или суспензии |
СНз -СНг-С- л ^чО-СНз |
Нерегулфная структура |
35-75 |
То же |
|
Гетероцепные |
|
|
|
|
|
|
|
Простой алифатический полиэфирпентапласт |
ПТП |
Ионная полимеризация 3, З'-бис-(хлорметил) оксациклобутана |
9H2CI -0-СН2-9-СН2- CH2CI |
Стереорегул фная структура |
|
Низкая |
|
Простые аро- |
|
|
|
|
|
|
|
маткмеские |
|
|
|
|
|
|
|
полиэфиры |
|
|
|
|
|
|
|
Полифениленоксид |
ПФО |
Дег идро поли конденсация 2. 6-диметилфенола |
,СНз -О-о- "СНз |
Низкая степень регулярности |
25-35 |
То же |
|
Полисульфон |
ПСФ |
Пол и конденсация солей ди фенил про пана с 4. 4'-дихлордифенил- сульфоном |
СНз СНз |
Стерео- регулярная структура |
30-60 |
То же |
|
Смешанный |
|
Ионная полимеризация |
9Н2 9H3 9Н-СН2-о-<2>-С-0-°- ОН ^ СНз |
Нерегу |
|
|
|
простой п оли эфир- |
поэ |
диглицидного эфира |
лярная |
25-40 |
То же |
|
|
полиоксиэфир |
|
дифенило пропана |
структура |
|
|
-nI
О
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
Полиацетали Полиформальдегид Сложные ароматические полиэфиры Полиарилат Д Поликарбонат Полиамиды Алифатические |
ПФ ПАД ПК |
Ионная полимеризация формальдегида или его циклического триоксана Гетерофазная поликонденсация хлорангидридов терефталевой кислоты с солями двухатомного фенола Поликонденсация в растворе или на границе раздела фаз хлорангидрида угольной кислоты (фосгена) с дифенилолпропаном |
-СН2-О- ОНз -5-0-9-о-О-с-О-о- О О СНз СНэ ю-9-О-с-О-о- О СНз |
Стерео- регулярная структура То же Регулярная структура |
30-100 50-100 20-35 |
То же То же То же |
|
Полика проамид |
ПА-6 |
Ионная полимеризация капролактама |
-NH-C-(CH2)5- 6 |
То же |
36-40 |
То же |
|
Полигекса- метилен- адипамид Ароматические Фенил он |
ПА-6,6 ФН |
Пол и конденсация гексамети ленди амина и ади пинов ой кислоты Гетерофазная поликонденсация м-фенилендиамина и изофталевой кислоты |
-nh-c-(ch2)4-c-nh-(CH2)e- 0 О -nh-c-q-c-nh-q. |
То же Регул фная структура |
40-45 20-70 |
То же То же |
Гйбкость макромолекул обусловлена тем, что мономерные звенья при тепловом или ином другом движении вращаются вокруг простых (одиночных) связей основной цепи. Любое изменение конформации макромолекул сопряжено с серией таких элементарных поворотов. Главным ограничителем свободы поворотов являются силы взаимодействия боковых групп соседних звеньев.
Термопласты могут иметь кристаллическую или аморфную физическую структуру.
Стереоре1улярные макромолекулы с высокой гибкостью цепей кристаллизуются чаще всего с образованием пластинчатых кристаллов — ламелей. Ламели в свою очередь участвуют в образовании более крупных и разнообразных по форме структур, морфология которых зависит от условий кристаллизации.
Для аморфной структуры характерен лишь ближний порядок расположения, соблюдающийся на расстояниях, соизмеримых с размером мономерного звена.
Кристаллическую структуру характеризуют большие размеры упорядоченного расположения цепей, соизмеримые с размерами макромолекул (дальний порядок).
Кристаллические полимеры обладают большей прочностью, жесткостью, меньшей деформационной способностью, текучестью. Аморфные полимеры отличают высокая прозрачность, пластичность, способность к образованию высокоориентированных структур.
Особенностью кристаллической структуры полимеров является ее высокая дефектность, вплоть до возникновения аморфных участков, образующих самостоятельную фазу. Это объясняется нарушениями стереорегулярности отдельных макромолекул, наличием ответвлений от основной цепи, присутствием низкомолекулярных фракций и различных примесей. На практике структура термопластов преимущественно смешанная, содержащая как кристаллическую, так и аморфную фазы. Соотношение фаз характеризует степень кристалличности, которая показывает объемную долю кристаллов в общем объеме полимера. Степень кристалличности зависит от технологии получения материала, режимов его переработки в изделие, от температурно-силовых воздействий, от времени и других факторов.
Термопласты могут находиться в двух агрегатных состояниях — твердом и жидком. Парообразного состояния у них не существует: они разлагаются при нагревании задолго до того, как смог бы образоваться пар.
Твердое состояние полимеров характеризуется тем, что перемещение молекулярных цепей и отдельных звеньев отсутствует. а тепловое движение проявляется лишь в колебании атомов.
По мере нагревания появляется определенная подвижность отдельных участков полимерной молекулы, в то время как молекула в целом еще лишена возможности перемещаться. Переход в такое промежуточное между твердым и жидким состояние полимеров аморфной структуры называется релаксационным переходом.
Важнейшим релаксационным переходом, называемым первичным или а-переходом, является переход в высокоэластичное состояние, при котором относительную подвижность приобретают большие сегменты полимерной цепи. Большинство термопластов в этом состоянии становятся мягкими, упругими и напоминают резину. В таком состоянии их часто называют резинообразными. Разделяет температурную шкалу твердого, иначе называемого стеклоообразным, и высокоэластичного состояний температуры стеклования Тс. При охлаждении полимера ниже Тс происходит фиксирование неравновесной упаковки макромолекул — застекловывание, отверждение полимера. При дальнейшем понижении температуры происходит последовательное замораживание различных форм внутримолекулярного теплового движения, что характеризуется так называемыми вторичными релаксационными переходами в стеклообразном состоянии и сопровождается изменениями физических свойств полимера. По мере понижения температуры различают следующие виды вторичных релаксационных переходов:
(3-переход, связанный с замораживанием подвижности боковых групп;
у-переход, вызванный прекращением кооперативной подвижности нескольких атомов основной цепи:
5-переход, обусловленный утратой подвижности концевых звеньев в основной цепи и ответвлениях.
При нагревании релаксационные переходы расположены в обратном порядке и при этом говорят не о замораживании, а о размораживании подвижности определенных участков полимерной цепи.
Выше Тс у аморфных полимеров возможно проявление подвижности макромолекул в целом — макроброуновского движения, что приводит к появлению текучести. По сути, это дополнительный релаксационный переход, характеризующийся температурой текучести Ттек.
Важнейшим фазовым переходом является плавление кристаллической структуры полимеров. Температуру верхней границы завершения процесса плавления кристаллов называют температурой плавления Тпл. Значение Тс аморфной фазы кристаллических полимеров всегда ниже Тпл. Как правило, Тс составляет от 1/2 до 2/3 Тпл. С повышением степени кристалличности Тс аморфной фазы снижается.
Принципиальное различие между фазовым и релаксационным переходами заключается в том, что фазовый переход является термодинамически равновесным переходом, а релаксационный — неравновесным, зависящим от временного фактора.
Изучают фазовые и релаксационные переходы методами, основанными на определении температурной зависимости термодинамических параметров —удельного объема (дилатометрия), удельной теплоемкости, или энтальпии (калориметрия, дифференциальный термический анализ). Кроме того, проводят и прямое изучение деформируемости полимеров в широком интервале температур при заданном режиме нагружения и нагрева (термомеханические исследования).
Дилатометрические исследования показывают, что фазовые и релаксационные переходы в полимерах связаны с изменением только свободного объема. Под свободным объемом Vc понимают разность между реальным объемом тела Уи «занятым» объемом, т. е. суммарным объемом плотно упакованных молекул данного тела V0:
Таким образом, свободный объем определяется совокупностью микрополостей размером порядка размеров отдельных атомов или небольших групп атомов. Наличие Vc связано с нерегулярностью упаковки молекул.
В полностью кристаллическом полимере при фазовом переходе — плавлении в области температуры Тпл — наблюдается скачок в изменении свободного объема (рис. 4.1, кривая 2, г). В полностью аморфном полимере при релаксационном переходе наблюдается перелом на прямолинейном графике зависимости Vc от температуры (кривая J, а). В реальных аморфно- кристаллических полимерах характер изменения Vc от температуры является промежуточнвм между характером изменения Vc полностью аморфных и полностью кристаллических полимеров (кривые 2, б, в).
Экспериментально установлено, что для большинства полимеров при Тс объемная доля свободного объема^, одинакова и составляет
/с=у = 0,025 + 0,003. (4.5)
На основании этого получено эмпирическое соотношение между Тс и коэффициентами объемного температурного рас-
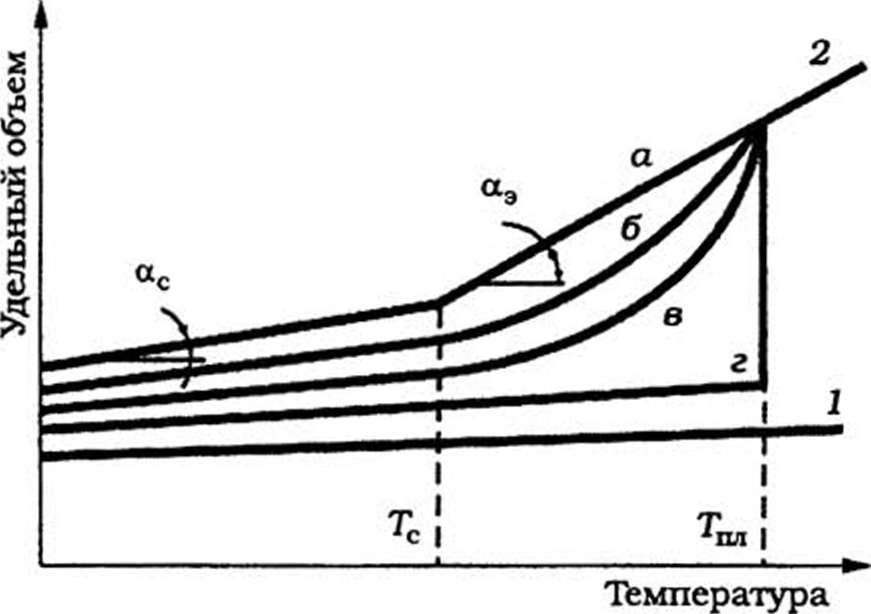
Рис. 4.1. Температурная зависимость удельного объема термопластичных полимеров: 1 — занятого; 2 — свободного (а — полностью аморфные полимеры, б, в — аморфно-кристаллические с различной степенью кристалличности, г — полностью кристаллические)
ширения в стеклообразном ас (при Т< Тс) и высокоэластическом Оэ (при Т> Тс) состояниях (правило Бойера-Симхи):
(аэ-осс)Тс= 0,113.
Низкая интенсивность изменения свойств при многих релаксационных переходах требует для их исследования применения методов, более чувствительных к изменению подвижности макромолекул. Такими методами являются динамический механический, диэлектрический, ядерного магнитного резонанса, радиотермолюминесцентный и др. Наибольшее практическое значение получили динамические механические, в том числе акустические, испытания. По их результатам определяют температурные зависимости таких важных показателей механических свойств, как динамический модуль упругости, скорость распространения звука, модуль потерь, тангенс утла механических потерь, логарифмический декремент затухания и т. д.
(4.6)
Типичные температурные зависимости модуля упругости и показателя (тангенса утла) механических потерь аморфного полимера представлены на рис. 4.2. Степень снижения модуля упругости или величина максимума механических потерь харак-
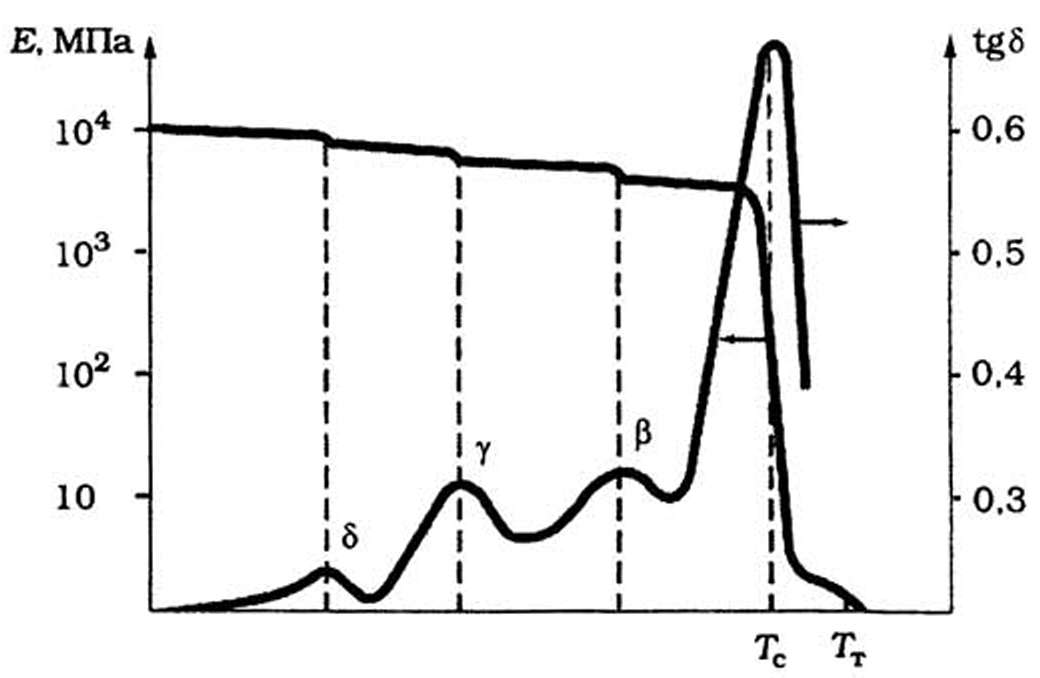
Рис. 4.2. Температурные зависимости динамического модуля упругости Е и тангенса угла механических потерь tgS аморфного полимера
теризует интенсивность соответствующего релаксационного перехода. В области вторичных релаксационных переходов модуль упругости изменяется незначительно, а в области температуры стеклования уменьшается на несколько десятичных порядков.
Температурная зависимость механических свойств кристаллических полимеров в значительной степени определяется соотношением кристаллической и аморфной фаз (рис. 4.3).
Анализ структуры и физических переходов наиболее важных в производстве упаковки термопластичных полимеров позволяет разделить их на три основные группы (табл. 4.3) [38].
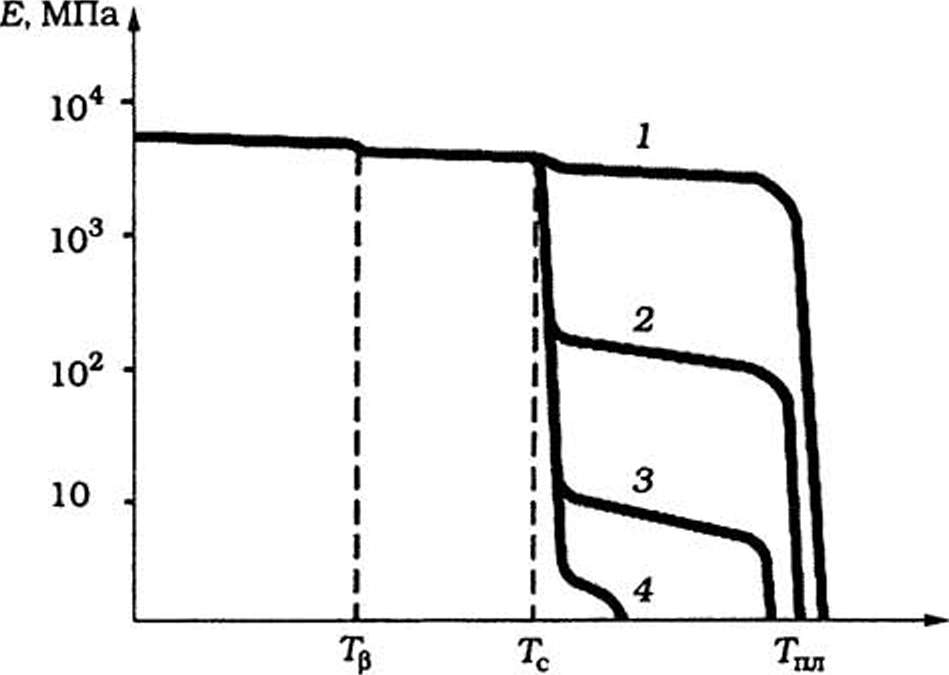
Рис. 4.3. Температурная зависимость динамического модуля упругости кристаллических полимеров с высокой (1), средней (2), низкой (3) степенью кристалличности
и аморфного полимера (4)
Первую группу составляют аморфные или трудно кристаллизующиеся
полимеры с жесткими макромолекулами. Их максимальная степень кристалличности
не превышает 25%, а Тс значительно превосходит комнатную температуру. Это
карбоцепные полимеры со стереонерегулярным строением макромолекул —
полистирол, полиметилметакрилат, поливинилхлорид, их статистические сополимеры
с небольшим числом звеньев другого мономера и ароматические гетероцепные полимеры
— простые полиэфиры (полифениленоксид, полисуль-
|
|
|
Максималь |
|
|
Дополнитель |
|
Группа |
Полимер |
ная степень кристалличности, % |
^ 'с |
^ 'с |
ные релаксационные переходы, 'С |
|
1 |
Полистирол |
0 |
90-110 |
|
20-60 |
|
|
Пол и м етил м етакри лат |
0 |
100-115 |
|
5-20 |
|
|
Пол и винил хлор ид |
10-25 |
70-90 |
175-310 |
-30-10 |
|
|
Полифениленоксид |
20 |
200-210 |
267 |
-100 |
|
|
Полисульфон |
10 |
180-190 |
|
-100 |
|
|
Поликарбонат |
25 |
140-150 |
275 |
-100-80 |
|
|
Полиарилаг Д |
|
155-175 |
275 |
|
|
|
Фенилон |
|
270 |
430 |
|
|
|
Пол и( диф ен и локс ид )п ир о- |
|
|
|
|
|
|
меллитимид |
10 |
300-350 |
|
230 |
|
2 |
Поли метилпенген |
40-65 |
30-50 |
245 |
|
|
|
Политрифто рхло рзтилен |
30-^0 |
50-70 |
208-210 |
-50-40 |
|
|
Пенгапласг |
30 |
8 |
180 |
|
|
|
Поликпроамид (полиамид 6) |
50-70 |
50-70 |
225 |
-70-50; -120 |
|
|
Полигексаметиленадипамид (полиамид 6,6) |
50-75 |
50-65 |
264 |
-70-50; -120 |
|
3 |
Полиэтилен |
|
|
|
|
|
|
низкой плотности |
55-67 |
-110-90 |
120 |
50; -5 |
|
|
высокой плотности |
75-90 |
-120-110 |
124-131 |
70; -20 |
|
|
Полипропилен |
80-95 |
-20-5 |
165-170 |
60; -70 |
|
|
Полибутен-1 |
70-80 |
-25 |
135 |
|
|
|
Политетрафто рзтилен |
50-95 |
-110-80 |
327 |
125-135 |
|
|
Полиформальдегид |
75-96 |
-80-70 |
165-180 |
130 |
фон), сложные полиэфиры (поликарбонаты, полиакрилаты), полиамиды (фенилон). При комнатной температуре это жесткие упругие материалы (полимерные стекла), верхний температурный предел эксплуатации ограничен Тс. Формование изделий осуществляется при температуре выше Ттек в случае литья под давлением или экструзии или при температуре выше Тс в случае термоформования.
Ко второй группе относятся кристаллизующиеся полимеры со средней степенью кристалличности, Тс которых близка к комнатной температуре. В эту группу входят полиметилпентен, политрихлорфторэтилен, пентапласт, алифатические полиамиды. Верхний температурный предел эксплуатации таких полимеров определяется степенью кристалличности и может колебаться от Тс аморфной фазы до Т^ кристаллической, а переработка в изделия производится при температуре выше Тпл.
Третью группу составляют кристаллизующиеся полимеры с высокой степенью кристалличности, Тс аморфной фазы которых значительно ниже комнатной. К этой группе относятся полиэтилен, полипропилен, полибутен-1, политетрафторэтилен и полиформальдегид. В нормальных условиях в этих полимерах сочетаются свойства, присущие аморфной фазе, находящейся в высокоэластическом состоянии и жесткой кристаллической фазе. Поэтому в области температур от Тс до Т^ их поведение в решающей мере определяется степенью кристалличности. Верхний температурный предел эксплуатации ограничивается Тшj. Ниже Тс эти термопласты становятся жесткими и хрупкими полимерными стеклами. Переработка в изделия литьем под давлением или экструзией осуществляется при температуре выше Т^, а термоформованием — вблизи Т^.
Таким образом, технологические и эксплуатационные свойства полимеров каждой группы предопределены их структурой и температурными физическими переходами. Физико-механические свойства материалов каждой группы при обычных условиях довольно близки.
Механические свойства полимеров зависят от условий
их получения, способа переработки и предварительной обработки. Общий характер
механического поведения конкретного полимера определяется тем, в каком
физическом состоянии он находится. Наибольшее распространение получило мнение,
что линейные и разветвленные полимеры могут находиться в трех со
стояниях — стеклообразном, высокоэластическом и вязкотекучем [10]. Трехмерные,
или пространственно сшитые, полимеры могут находиться лишь в первых двух
состояниях. Ряд ученых выделяют пять и более основных состояний полимеров —
хрупкое, вынужденно-эластическое, высокоэластическое, вязкотекучее,
кристаллическое и ориентированное [7, 8].
Хрупкое состояние присуще полимерам в области температур ниже Тхр. При этом стеклообразные аморфные и кристаллические полимеры разрушаются по хрупкому механизму при малых деформациях, соблюдается закон Гука о пропорциональности между силой и деформацией. Механизм разрушения подчиняется теории Г]риффита.
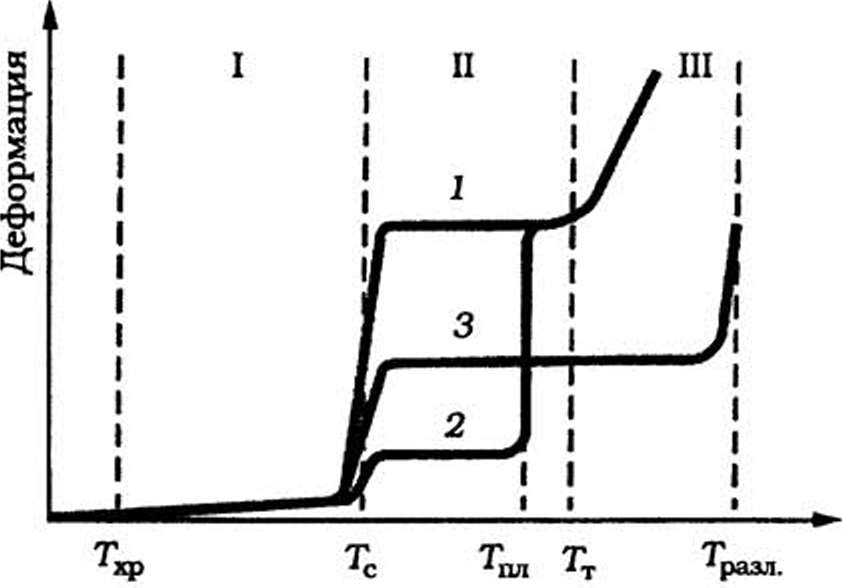
Рис. 4.4. Типичные термомеханические кривые аморфного (1), кристаллического (2) и сшитого сетчатого (3) полимеров; I, II, III — области стеклоообразного, высокоэластического и вязкотекучего состояний соответственно. 7"xp — температура хрупкости; Тс — стеклования; Гпл — плавления; Тт — текучести;
T"Da3J1 — начала химического разложения
Вынужденно-эластическое стеклообразное состояние наблюдается
у полимеров в области температур от Тхр до Тс (зона I, рис. 4.4). Деформации
при растяжении в этом состоянии представляют собой сложный процесс. На
начальном участке I (рис. 4.5) деформации примерно пропорциональны напряжению.
В точке А, когда напряжение достигает значения ав, на-
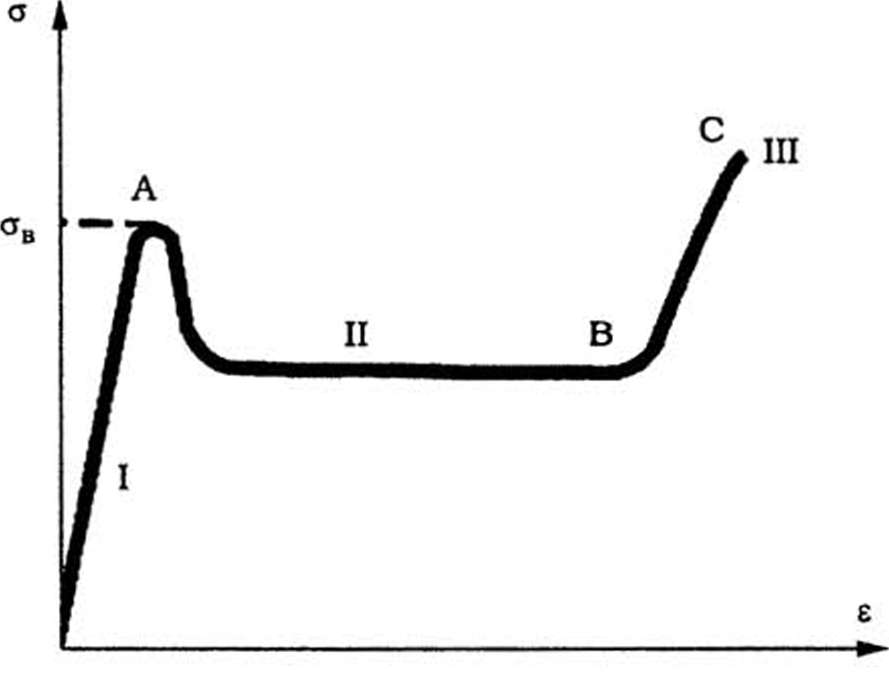
Рис. 4.5. Типичная диаграмма растяжения аморфного стеклообразного полимера
зываемого пределом вынужденной эластичности, в наиболее слабом месте образца возникает так называемая «шейка». «Шейка» проявляется в виде местного сужения и утонения материала. При дальнейшем растяжении реализуются большие значения эластических деформаций до тех пор, пока «шейка» не распространится на всю рабочую часть образца (точка В). Такие большие деформации по своей природе являются высокоэластическими, поскольку связаны с изменением конформаций макромолекул. На участке III в образце развивается множество микротрещин, которые приводят к разрушению в точке С.
В высокоэластическом состоянии полимер находится в зоне II (см. рис. 4.4), расположенной между Тс и Тт. Его молекулярная подвижность становится настолько большой, что структура в ближнем порядке успевает перестраиваться вслед за изменением температуры, как это наблюдается в жидкостях. Таким образом, разрыву предшествует обратимая высокоэластическая деформация, связанная с ориентацией звеньев цепей макромолекул, а также надмолекулярных образований.
В вязкотекучем состоянии (зона III) выше Тт
происходят необратимые пластические деформации, связанные с проскальзыванием
макромолекул друг относительно друга.
Отличительной особенностью поведения полимеров является их ярко выраженная зависимость от скорости приложения нагрузки, температуры и длительности нагружения. Под действием механических сил все тела испытывают напряжения и деформации. При их критическом значении или длительном воздействии происходит разрушение. В соответствии с этим различают деформационные и прочностные свойства.
Механические свойства материалов определяют проводимыми по определенным методикам механическими испытаниями. Испытания различают по типам деформации (одноосное и двухосное растяжение и сжатие, всестороннее сжатие, изгиб, сдвиг, кручение, вдавливание и др.), а также по режимам нагружения (постоянная нагрузка или деформация, циклическая нагрузка, удар и др.).
4.2.1. Деформационные свойства
Деформация полимеров имеет вязкоупругий характер. Наибольшее развитие в описании деформационных свойств полимеров получила теория вязкотекучести, которая рассматривает вязкоупругое тело как комбинацию идеально упругого и идеально вязкого элементов. Поведение идеально упругой составляющей в терминах классической теории упругости выражается обобщенным законом Гука и характеризуется по крайней мере двумя упругими константами — модулем Юнга Е и коэффициентом Пуассона ц. Другие константы — модуль упругости при сдвиге G и модуль объемного сжатия К— связаны с Ей [х следующими соотношениями:
(4.7)
(4.8)
(4.9)
где D и J— податливость при растяжении-сжатии и сдвиге соответственно. Сжимаемость
Поведение идеально вязкой составляющей деформации выражают законом Ньютона для идеально вязкой жидкости и характеризуют вязкостью при сдвиге т).
Упругая деформация в твердом теле связана с деформацией валентных углов и связей между атомами. Поскольку отклонения в дайнах связей и искажения валентных углов не могут быть большими, чисто упругая деформация по величине не может быть большой. При снятии нагрузки она мгновенно исчезает.
Природа эластической деформации связана с изменением формы макромолекул, обусловленной наличием определенной свободы вращения отдельных групп относительно валентных связей в главной цепи полимера при сохранении валентных углов и длин этих связей. Эластические деформации могут быть большими. Они характеризуются ярко выраженным комплексом релаксационных явлений, приводящих к постепенному их развитию и медленному исчезновению.
(4.10)

|
|
• . « • Ж.» • л • |
|
|
vV/N-':./; |
|
42 |
fs,; m^Jk: |
|
|
• • \ J • • • 4 ,«.-.% » •• V. • • • * |
|
|
II * Vl'' |
Рис. 4.6. Простейшая модель полимерного тела,
учитывающая упругие и эластические деформации
Многочисленные физические модели деформации
полимеров под нагрузкой предусматривают моделирование упругой деформации
пружиной с модулем Elt а эластической деформации — соединенными параллельно
пружиной с модулем Е2 и демпфером с жидкостью вязкостью ц2 (модель
КельвинаФойхта-Мейера). Соединенные последовательно упругая пружина и эластический
элемент Кельвина- Фойхта-Мейера моделируют упругую и эластическую деформации
полимера (рис. 4.6) [2]. Полная деформация такой модели составляет
a(t\ 1 1 ^ e(t)==—+ —fe 0 a(x)dT. (4.11)
Ei Л20
где т — текущее время; 0 — время запаздывания.
Параметр 0 соответствует времени, по истечении которого деформация в образце будет составлять (1—1 /е) часть от равновесной:
(4.12)
В частном случае при a = const соотношение (4.11) преобразуется в уравнение Александрова-Лазуркина
-t4 1-е0
|
a |
a 4- |
|
Ei |
E2 |
8 =
(4.13)
Первый член этого уравнения отражает упругую часть деформации, а второй — эластическую.
Следует заметить, что подобное моделирование позволяет представить механизм деформирования лишь в общем виде и не отражает всего комплекса сложных процессов, протекающих в полимере. Даже в области малых упругих деформаций модуль Юнга, моделируемый модулем упругости пружины Е}, непостоянен. Измерение модуля Юнга на звуковых и ультразвуковых частотах при малых амплитудах динамической силы и деформации с учетом изменения геометрии образца при его растяжении, т. е. в условиях, когда измеряемая величина Е отражает только упругую реакцию и подавлены эффекты, связанные с релаксацией напряжения, показало, что при малых деформациях (до Е = 2-3%) модуль упругости убывает [26]. При деформациях более 3%, после перехода через «предел вынужденной эластичности», модуль начинает возрастать. На этих обоих участках изменение модуля линейно связано с деформацией [13J:
Е В
Е = Е0 + Ве или — = 1 + —(4Л4)
где Eq — «начальный» модуль Юнга; В — коэффициент
изменения модуля Юнга.
Обычно вязкоупругие свойства полимеров исследуются в нескольких простейших режимах нагружения. Основные из них — переходные режимы ползучести и релаксации напряжения, а также динамические режимы.
Под ползучестью понимают процесс нарастания во времени деформации в режиме постоянного истинного напряжения. Ползучесть проявляется даже у весьма жестких полимеров и обусловлена развитием вынужденно-эластических и пластических деформаций.
В режиме ползучести к образцу прикладывается напряжение о0. которое поддерживается постоянным в процессе испытаний: а0 = const. Вязкоупругое поведение полимера выражается в том, что деформация е не сразу достигает постоянного значения (если оно существует), а возрастает с течением времени по закону [48]
где /0 — мгновенная упругая податливость (I0 = 1 /Е0); t/r\2 — функция течения при произвольной длительности воздействия о0; у (£) — функция ползучести, характеризующая нарастание обратимой деформации. Учитывая, что
(4.16)
где £q — мгновенно развивающаяся начальная упругая деформация, замеренная непосредственно в момент нагружения об разца, т. е. при t = О, уравнение (4.15) можно представить в виде
(4.17)
где еп — деформация ползучести; вр = г^ — вынужденно-эластическая деформация; ен — остаточная необратимая деформация.
После снятия напряжения а0 протекает процесс
восстановления образца — уменьшение деформации во времени. Деформация
практически мгновенно уменьшается на величину е0. Вынужденно-эластическая
деформация уменьшается во вре
мени (Ер = \|/2 (£)), достигая равновесного значения при е = ен. Общий
вид кривой ползучести и восстановления простейшей модели полимерного тела
показан на рис. 4.7.
В режиме релаксации напряжения испытания проводят при поддерживаемой постоянной деформации: еоп = const. Вследствие вязкоупругости среды напряжение, развивающееся в образце, постепенно уменьшается (релаксирует) по закону
ОП* (4.18)
где Еж — равновесный модуль, равный отношению напряжения после завершения релаксации к начальной деформации; Ф (£) — функция релаксации; t — заданное время, отсчитываемое от момента начала нагружения.
Монотонно убывающую функцию ср (t) и монотонно возрастающую функцию у (t) обычно выражают в виде
ОО *■*£ ОО "I
<p(t) = JF{e')e*d&. V(0 = J/(e)e^de, (4Л9)
о о
где 0и0' — время запаздывания и релаксации; /(©) и F(0') — функции распределения времени запаздывания и релаксации.
При представлении релаксационных данных наиболее распространена логарифмическая шкала времени, поэтому обыч-
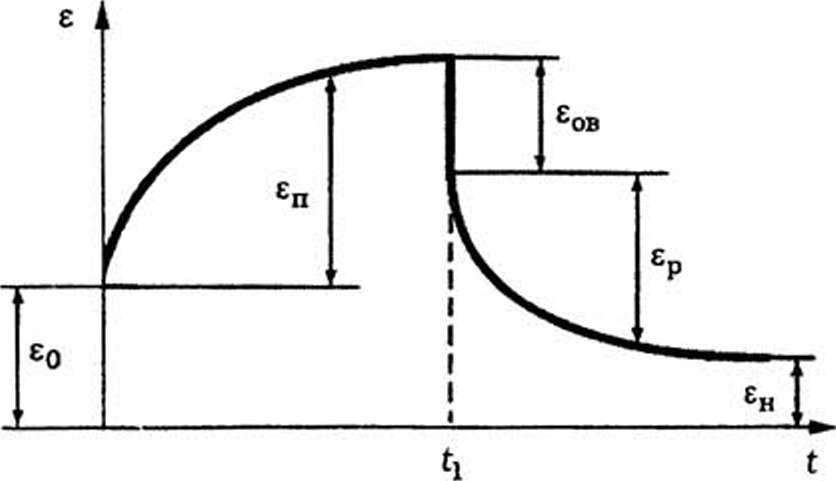
Рис. 4.7. Схема зависимости деформации от времени при постоянном напряжении
но функции F(0') и/(©) заменяют функциями Н[&) = 0' F(Q') и L(0) = 0/(0). В этом случае формулы (4.19) записываются следующим образом:
оо
<p(t) = jH(0')
-t
1-е®'
/
\
О
оо
din©7, \|f(t)=jL(0)
-t
din©. (4.20)
1-е0
о
В теории линейной вязкоупругости к полимерам применим принцип временной суперпозиции Больцмана, а деформации (или напряжения) связаны с предысторией нагружения (или деформирования) уравнением Больцмана-Вольтерры:
da(x)
(0=]
dx,
dx
/0 + t—+ v(t-x)
—СО
(4.21)
В режиме динамических испытаний задают изменяющиеся по гармоническому или затухающему закону с частотой со деформации или напряжения и определяют частотные зависимости действительных (G' и Г) и мнимых (G" и Г) составляющих комплексного модуля упругости G* (со) и комплексной податливости Г (со):
Эти характеристики могут быть выражены через релаксационный спектр материала:
0
О)©'
d&.
(4.24)
1 + ы2(0')2
ОО
G»=jF(0')
о

Действительная составляющая комплексного модуля упругости G' (со) называется динамическим модулем упру гости. Он характеризует величину накопленной в теле упругой энергии. Мнимая часть комплексного модуля G" (со) называется модулем потерь и характеризует потери механической энергии на вязкое трение, связанные с рассеянием энергии при упругих и эластических деформациях. Механические потери в вязкоупругом теле обычно характеризуют тангенсом угла механическйх потерь tg 5, коэффициентом поглощения ап или декрементом затухания D:
(4.25)
Функции ф (£), \|/ (£), G' (со), G" (со), а также константы /0, т]2. EL называют основными реологическими характеристиками вязкоупрутих материалов. Они определяются релаксационными свойствами материала и могут быть выражены через функции распределения времен релаксации и запаздывания. Поэтому все реологические характеристики не являются независимыми, а связаны между собой математическими соотношениями. В наиболее простой форме эти соотношения имеют следующий вид [38]:
(4.26)
(4.27)
(4.28)
(4.29)
Качественной характеристикой деформационных свойств является понятие жесткости (мягкости) материала. К жестким обычно относят полимерные материалы, имеющие модуль Юнга Е> 103 МПа. При Е< 103 МПа материалы считаются мягкими.
Влияние температуры на реологические характеристики связано с температурной зависимостью времен релаксации:
(4.31)
(4.32)
Отношение времен релаксации при температуре Т и выбранной «стандартной» температуре Т0 называют фактором сдвига или температурным коэффициентом сдвига с^:
(4.33)
Коэффициент сдвига является универсальной функцией температуры и выражается уравнением Вильямса-Лэндела- Ферри (ВЛФ)
(4.34)
где С1иС2 — постоянные, зависящие от Т0.
Принцип температурно-временной суперпозиции устанавливает эквивалентность влияния на реологические характеристики временных и температурных условий нагружения. Использование метода приведенных переменных позволяет значительно расширить температурный и временной интервалы исследуемых характеристик без проведения дополнительных экспериментов.
Прочностью называют свойство твердого тела сохранять целостность при действии нагрузок. Прочностные свойства, как правило, характеризуют пределом прочности ар — напряжением, при котором происходит разрушение образца.
По способу определения различают кратковременную и длительную прочность.
Кратковременную прочность выражают пределом прочности ар. Его определяют методом одноосного растяжения на разрывных машинах при заданной скорости нагружения или скорости деформации, обычно в пределах 1-10% в секунду [48, Т. 3]. При выборе скорости нагружения руководствуются правилом: время от момента приложения нагрузки к образцу до момента его разрушения должно составлять не менее 1 мин при испытании материалов, не имеющих предела текучести [37J. Наибольшее распространение получили следующие скорости нагружения: 5, 25 и 100 мм/мин.
Одновременно с ор определяют относительное удлинение при разрыве бр.
Под длительной прочностью понимают максимальное напряжение, вызывающее разрушение образца после заданной длительности действия нагрузки.
В зависимости от условий получения материалов и проведения испытаний различают теоретическую, предельно достижимую и техническую прочность [48, Т. 3].
Теоретической прочностью называют напряжение, при котором происходит одновременный разрыв химических связей между всеми атомами, расположенными по обе стороны от поверхности разрушения в условиях нагружения при нулевой температуре по Кельвину (атеор). Теоретическая прочность является максимально возможной прочностью твердого тела с идеальной структурой. Ее можно получить, например, при растяжении идеального монокристалла в направлении оси его вытянутых цепей в области температур, близких к нулевой (по Кельвину) или при малых временах нагружения.
Предельно достижимой прочностью называют прочность идеальной полимерной структуры при данных температуре и времени (или скорости) деформирования образца.
Одним из методов расчета теоретической прочности атеор является определение напряжения, при котором происходит одновременный разрыв химических связей молекулярных цепей, приходящихся на единицу площади поперечного сечения полимера с идеальной структурой.
Предельно достижимую прочность часто рассчитывают по экспериментальным зависимостям напряжения разрушения от степени ориентации и степени кристалличности с
Таблица 4.4
Теоретическая и предельно достижимая прочности некоторых полимеров
|
Полимер |
Теоретическая прочность сгтеор, ГПа |
Пред елью достижимая прочность ап, ГПа |
|
Полиэтилен |
26-27 |
4,0-6,5 |
|
Полипропилен |
11-12,5 |
2,0-3,5 |
|
Полиакрилонитрил |
15,5-16,0 |
2,7-4,0 |
|
Поливинил хлор ид |
14-17 |
2,7-4,0 |
|
Поливиниловый спирт |
22-23 |
4,0-7,0 |
|
Поликапроамид |
23-27 |
3,5-5,5 |
|
Полиформальдегид |
21,5-22,5 |
3,5-5,5 |
|
П ол иэти лентерефта лат |
21-22 |
3,5-6,0 |
|
Целлюлоза |
16-26 |
2,7-7,0 |
|
Триацетат целлюлозы |
8-13 |
1,4-3,5 |
|
Поли(дифенилоксид)пиромеллтимид |
10-12 |
|
последующей экстраполяцией до значений, соответствующих 100%-ной ориентации и кристалличности. Рассчитанные этими методами значения теоретической и предельной достижимой прочности для некоторых полимеров приведены в табл. 4.4 [48, Т. 3].
Технической прочностью атехн называют прочность реальных материалов в стандартных условиях испытаний.
Реальные материалы разрушаются при значительно более низких напряжениях отехн, чем ап. Это объясняется их неоднородной структурой, наличием локальных напряжений, микротрещин и других дефектов.
Одной из фундаментальных характеристик прочностных свойств материалов является долговечность, под которой понимают продолжительность времени от момента нагружения до разрушения при заданном постоянном напряжении. Долговечность полимеров зависит от напряжения и температуры.
При динамических (циклических) погружениях прочность характеризуют усталостной прочностью и выносливостью.
Усталостной прочностью называют значение амплитуды напряжения, при котором разрушение наступает после заданного числа циклов нагружений.
Выносливостью называют число циклов нагружения до разрушения при заданном значении амплитуды напряжения.
Числовые значения показателей прочности зависят от вида напряженного состояния (растяжение, сжатие, сдвиг, изгиб и др.). скорости нагружения, температуры и других факторов.
Применительно к полимерам решение основных задач теории прочности — создания методов прочностных расчетов конструкций — базируется на многочисленных экспериментальных данных о поведении полимеров в разнообразных схемах и режимах нагружения, имитирующих условия эксплуатации. Наибольшее распространение в теории прочности получили механический, термодинамический и кинетический подходы.
При механическом подходе процесс появления пластических деформаций и разрушения в различных напряженных состояниях анализируют по значениям характеристик прочности, полученных для простых видов напряженного состояния. Напряженное состояние в любой точке тела представляется в виде тензора напряжений, состоящего в общем случае из шести независимых компонент. Если известны значения всех компонент тензора, можно рассчитать нормальные и касательные напряжения, действующие на любую плоскую площадку, проходящую через рассматриваемую точку. Разрушение происходит при различных комбинациях значений компонент тензора напряжений. Каждая из этих комбинаций определяет предельное (критическое) состояние материала. Критерием прочности является функция, описывающая все предельные состояния при различных видах напряженного состояния. Геометрически такой критерий прочности представляют в виде поверхности предельных состояний в пространстве. Существует несколько теорий предельных состояний, по которым определяют форму предельных поверхностей. Это теории максимального нормального напряжения, максимального удлинения, предельного значения упругой энергии деформирования и др.
При термодинамическом подходе разрушение рассматривают как процесс достижения критического (предельного) значения энергии, запасенной в твердом теле при деформировании. Из первого начала термодинамики следует, что изменение запасенной упругой энергии 5W напряженного образца в процессе деформирования и роста трещины частично расходуется на увеличение свободной поверхностной энергии dЕ, а частично необратимо рассеивается в виде тепловых механических потерь 5 Q-.
При разрушении твердых тел различают следующие виды механических потерь: деформационные, динамические, рассеяние упругой энергии при деформации и разрыве межатомных связей.
Для полимеров главными являются деформационные потери,
обусловленные внутренним трением при обратимых и
пластических деформациях. Они связаны с различными релаксационными процессами и
объясняются многообразными формами теплового движения — сегментальной подвижностью,
подвижностью элементов надмолекулярной структуры и др. Деформационные потери
особенно велики в вершинах микротрещин, на границах дефектов и в других местах
перенапряжений.
Динамические потери вызваны переходом части упругой энергии деформирования в кинетическую энергию движения стенок растущей трещины.
Эти два вида потерь происходят в объеме материала. Потери от рассеяния упругой энергии относят к поверхностным потерям. Они локализованы у вершин микротрещин на границе перехода от свободной поверхности к сплошной среде и связаны с тем, что разрыву химических связей предшествует квазистатический процесс их растяжения. При этом значение квазиупругой силы межатомных связей возрастает до предельного разрывного значения. При разрыве связей атомы оказываются на свободной образовавшейся поверхности стенок микротрещины и рассеивают избыточную энергию в виде неравновесных тепловых колебаний.
При температурах ниже температуры хрупкости Тхр разрушение полимеров происходит по механизму, изложенному в теории хрупкого разрушения упругих сил. Очагами разрушения обычно являются микротрещины начальным размером более 0,1 мкм, служащие концентраторами напряжений. Напряжение а. необходимое для развития трещины в упругом теле до критической длины, после чего тело мгновенно разделяется на части, связано со свойствами тела и размерами трещины уравнением Гриффита
(4.35)
где Е— модуль Юнга; Un — удельная энергия
разрушения, связанная с поверхностной энергией тела; L — половина длины
трещины.
В области температур выше Тхр существенную роль в разрушении начинают играть релаксационные процессы. Благодаря появившейся сегментальной подвижности макромолекул акту разрыва связей может предшествовать локальная вынужденная высокоэластическая деформация, снижающая перенапряжение в областях, прилегающих к микротрещине. Такая локальная деформация сопровождается процессом местной ориентации цепей макромолекул. Возникают зоны деформационного микрорасслоения материала на высокоориентированные пучки цепей макромолекул (тяжи) и на участки с меньшей плотностью (рис. 4.8, б). Эти зоны получили название «трещины серебра» [8]. По своей сути «трещины серебра» не являются настоящими трещинами, поскольку не имеют раскрытых створок и не приводят к образованию поверхности разрушения. Тяжи не позволяют раскрыться «трещине серебра», поэтому напряжение у ее вершины не возрастает по мере углубления такой трещины в материал, а нагрузка распределяется практически равномерно по сечению образца. Полимер с «трещинами серебра» может иметь высокую долговечность.
При более высоких значениях напряжения а начинается процесс последовательного термофлуктуационного разрыва
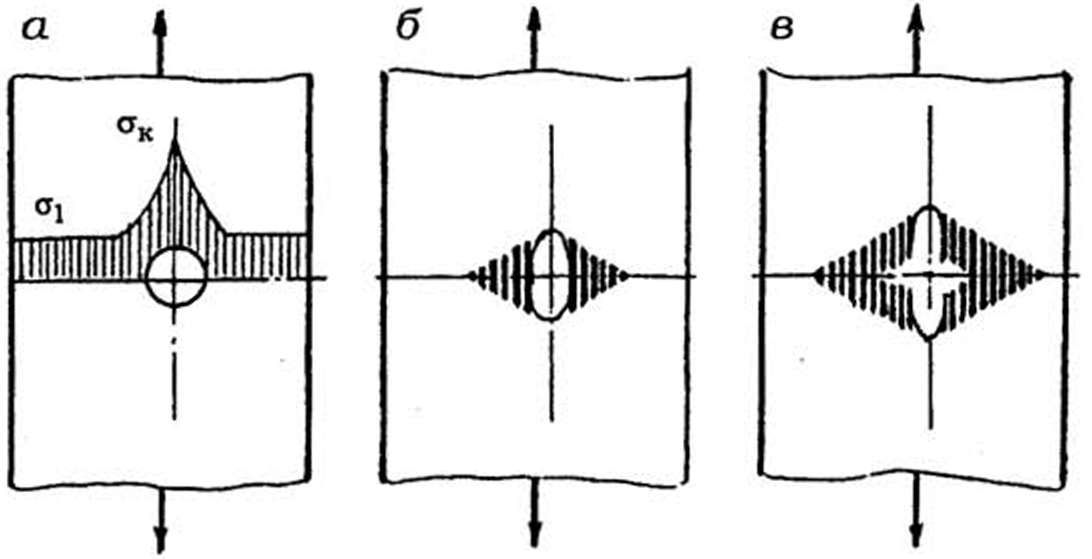
Рис. 4.8. Схема возникновения и развития «трещин серебра»: а — концентрация напряжений в районе микротрещины; б — локальная деформация материала и образование «трещины серебра»; в — рост «трещины серебра» и разрывы микротяжей
тяжей и увеличения размеров микротрещины (рис. 4.8, в). На поверхности образующихся створок микротрещины возникает семейство бороздок от разрушенных тяжей [7, 8]. Трещина разрушения развивается обычно вслед за «трещиной серебра». При достижении трещиной критического размера наступает завершающаяся стадия — мгновенное лавинное разрушение с разделением материала на части.
Развитая на основе кинетической теории разрушения термофлуктационная теория прочности полимеров позволяет установить количественную связь между долговечностью т, напряжением а и температурой Т, получившую название уравнения Журкова [38]:
(4.36)
где т0 — предэкспоненциальный множитель, имеющий размерность времени и характеризующий скорость тепловых колебаний атомов; U0 — энергия активации процесса разрушения, примерно соответствующая энергии активации разрыва связей при термодеструкции; у — коэффициент снижения энергии активации разрыва химических связей при действии приложенного напряжения.
4.2.3. Стандартные показатели механических свойств
Показанное влияние характера деформирования (условий нагружения — скорости, температуры, длительности и т. д.) на механизм разрушения полимеров приводит к тому, что по имеющимся показателям прочностных и деформационных свойств, установленных в определенных условиях нагружения, очень сложно прогнозировать поведение материала в других условиях.
Для сравнительной оценки различных материалов
разработана система стандартных показателей механических свойств полимеров.
При низких скоростях нагружения в стандартных условиях определяют
кратковременный модуль упругости, твердость, коэффициент Пуассона, предел
текучести, предел прочно
сти при растяжении и относительное удлинение при разрыве. При высокоскоростных
нагрузках определяют удельную ударную вязкость, температуру хрупкости.
Стандарты ведущих стран на методы определения важнейших механических
показателей полимерных материалов приведены в табл. 4.5 [48, Т. 1].
Кратковременным модулем упругости называют отношение напряжения при растяжении о к соответствующему относительному удлинению в пределах пропорциональности между напряжением и деформацией. Его определяют как начальный модуль Е0 по углу наклона касательной, проведенной из начала координат к кривой а-е, полученной в стандартных условиях.
Модулем упругости при изгибе Е„ называют отношение напряжения при изгибе к соответствующей деформации в пределах пропорциональности между напряжением и деформацией.
Твердость характеризует устойчивость материала к деформации внедрения других тел. При одинаковой принципиальной схеме многочисленные методы определения твердости пластмасс различаются по значениям нагрузки, глубины внедрения, времени приложения нагрузки и форме внедряемого индентора.
В России и в большинстве Европейских стран стандартизовано определение твердости по Бринеллю путем вдавливания стального шарика в материал. Твердость по Бринеллю [НВ) выражается отношением приложенной нагрузки к площади сферической поверхности отпечатка. Испытания проводят шариком из закаленной стали с полированной поверхностью. Стандартные диаметры шариков — 2,5; 5; 10 мм. В режиме заданной нагрузки до 50 кгс (для материалов, имеющих твердость до 20 кгс/мм2) или до 250 кгс (для более твердых материалов) производится выдержка в течение 60 с. После снятия нагрузки измеряется диаметр отпечатка с помощью микроскопа и вычисляется твердость НВ по формуле
(4.37)
где Р — усилие, прикладываемое к шарику; D — диаметр
шарика; d — диаметр отпечатка; h— глубина отпечатка; К— температурная
поправка.
Стандарты на методы определения важнейших механических показателей полимерных материалов
|
Показатель |
ГОСТ (Россия) |
ASTM (США) |
DIN (Германия) |
|
Прочность и деформируемость при |
|
|
|
|
растяжении для материалов |
|
|
|
|
листовых и формовочных |
11262-68 |
D638, D882 |
53455 |
|
пленочных |
14236-69 |
D1923 |
|
|
Прочность и деформируемость |
|
|
|
|
при сжатии |
4651-68 |
D695, D1621 |
53454 |
|
при изгибе |
4648-71 |
D790 |
53452 |
|
при срезе |
17302-71 |
D732 |
|
|
Модуль упругости |
|
|
|
|
при растяжении, сжатии или изгибе |
9550-71 |
D638, D747, D790 |
53455 |
|
при сдвиге (динамический, статический) |
|
D2236 |
|
|
Твердость по Бринеллю |
|
|
|
|
при заданной нагрузке |
4670-77 |
|
53456 |
|
при заданной глубине |
13323-77 |
|
|
|
Твердость по Роквеллу |
|
D785 |
|
|
Твердость по Шору |
|
D2240 |
|
|
Ударная вязкость |
|
|
|
|
по Шарли |
4647-80 |
D256 |
53453 |
|
по Динстату |
14235-69 |
|
53453 |
|
по Шору |
|
D256 |
|
|
при растяжении |
|
D1822 |
53448 |
|
при ударе падающим шариком (для пленок и листов) |
|
D1709 |
|
|
Теплостойкость |
|
|
|
|
по Мартенсу |
15089-69 |
|
53458 |
|
по Вика |
15065-69, 15088-69 |
D1525 |
53460 |
|
по ASTM |
12021-66 |
D648 |
53461 |
|
Температура хрупкости при изгибе |
71, 71 |
D746 |
|
|
Ползучесть |
— |
D674 |
|
|
Из но состойкость |
11012-69 |
D1044, |
53516 |
|
по закрепленному абразиву |
|
D1242 |
|
|
Коэффициент трения по стали |
11629-65 |
D1894 |
— |
Условия проведения испытаний обозначаются в таком порядке: диаметр шарика (мм), нагрузка (кгс), выдержка (с). Например: НВ (2,5/62,5/30); НВ (5/250/60).
При определении твердости по Роквеллу также вдавливают стальной шарик в материал. Сначала осуществляют предварительную нагрузку силой 10 кгс, а затем - основную нагрузку 60 кгс с шариками диаметрами 12,7 или 6,35 мм (шкалы прибора R и D соответственно) либо 40 кгс с шариками диаметрами 6,35 или 3,17 мм (шкалы прибора М и Е соответственно). Твердость оценивают прямо по шкале прибора как разность между числом 150 и числом делений шкалы (цена деления 0,002 мм), показывающей глубину внедрения шарика.
Твердость по Шору определяют с помощью прибора, в котором индентором является затупленная игла, имеющая форму усеченного конуса. Игла вдавливается в материал под действием силы, создаваемой стандартной пружиной. Твердость определяют по условной шкале прибора (из 90 делений), показывающей глубину проникновения иглы в материал.
Коэффициентом Пуассона называют отношение поперечной деформации епоп (сжатие) к продольной деформации епрод (удлинение) при растяжении образцов в пределах пропорциональности между напряжением и деформацией: ц = Епоп/^род-
Теплостойкость является важнейшей теплофизической характеристикой полимеров, позволяющей определить диапазон их работоспособности. Теплостойкость характеризует способность пластмасс сохранять свои механические свойства при непрерывном повышении температуры. Она выражается значением температуры, при которой под действием заданной нагрузки деформация достигает определенного значения.
Наиболее распространены методы определения теплостойкости по Мартенсу (Тм), по Вика (Тв), по ASTM.
Метод определения теплостойкости по Мартенсу применим для наиболее жестких и теплостойких материалов. Он заключается в установлении температуры, при которой свободный конец образца длиной 120 мм, шириной 15 мм и толщиной 10 мм перемещается на 6 мм в условиях консольного изгиба при напряжении около 5 МПа.
Метод определения теплостойкости по Вика основан на установлении температуры, при которой цилиндрический индентор сечением 1 мм2 или полусферический индентор с диаметром сферического сегмента 1.13 мм под действием нагрузки 1 кгс или 5 кгс вдавится в образец на глубину 1 мм. Этот метод применим главным образом для пластмасс, состоящих из эластичных малонаполненных полимеров. Для пластмасс, содержащих более 30% наполнителя, и для армированных композиционных материалов использовать такую методику нельзя.
Теплостойкость по ASTM определяют путем непрерывного нагрева со скоростью 2 град/мин образца с размерами, аналогичными размерам образцов при определении теплостойкости по Мартенсу. К образцу, помещенному на две опоры, расположенные друг от друга на расстоянии 100 мм, посередине приложена изгибающая нагрузка. Она выбирается в зависимости от структуры и морфологии полимера из расчета обеспечения четырех значений изгибающих напряжений: 0,45; 1,81; 4,9; 7,4 МПа. Температуру, при которой происходит прогиб образца на 0,33 мм, считают температурой размягчения при изгибе.
Пределом прочности при растяжении называют отношение нагрузки, при которой происходит разрущение образца, к начальной площади его поперечного сечения.
Разрушающую нагрузку и соответствующее относительное удлинение при разрыве определяют в процессе статического растяжения образцов на разрывной машине со скоростью 5,25 или 50 мм/мин.
Определение удельной ударной вязкости основано на измерении количества работы, затраченной на разрушение образца при испытании его на изгиб ударной, однократно приложенной нагрузки. В качестве оборудования используют маятниковый копер. Скорость движения маятника в момент удара составляет от 2 до 4 м/с.
Испытание по Шарпи заключается в ударном изгибе образца, свободно лежащего на двух опорах, ударом молота посередине образца.
Испытание поДинстату состоит в ударе молотом по пластине размером 10x15 мм толщиной 1,5-4,5 мм вдоль линии ее закрепления в зажиме. При этом происходит ударное растяжение образцов, не разрушающихся при изгибе.
При испытании по Изоду осуществляют ударный изгиб консольно закрепленного образца с надрезом.
Хрупкость характеризует способность материала разрушаться под действием нагрузки без существенной деформации. Под температурой хрупкости понимают температуру, при которой материал начинает разрушаться, не достигнув заданной деформации.
Стандартные значения модуля упругости при растяжении, удельной жесткости, твердости и теплостойкости для трех групп термопластичных полимеров приведены в табл. 4.6.
Аморфные и низкокристаллические полимеры группы I имеют высокие и довольно близкие значения модуля упругости и твердости. По мере приближения к Тс модуль упругости полимеров этой группы плавно снижается, поэтому показатели их теплостойкости довольно близки к Тс.
Значения модуля упругости и твердости у полимеров группы III характеризуются как большим разбросом для одного и того же типа полимера, так и большим различием у полимеров разной природы. Это объясняется существенно разной степенью кристалличности. Показатели теплостойкости этих полимеров приближаются к их Тт.
Полимеры группы II средней степени кристалличности имеют Тс аморфной фазы, незначительно отличающуюся от комнатной температуры. Поэтому они характеризуются высокой чувствительностью к незначительным колебаниям температуры и к изменению степени кристалличности. Такая особенность приводит к большим различиям в показателях модуля упругости и твердости как для полимеров одного типа, так и для полимеров разной природы.
Стандартные показатели прочности термопластичных полимеров приведены в табл. 4.7.
Наиболее высокими значениями ар и ат обладают полимеры группы I. Эти показатели последовательно уменьшаются для полимеров групп II и III. Самые большие значения ер характерны для полимеров группы III и последовательно уменьшаются для полимеров групп II и I.
|
Группа |
|
Краткое ре мен- |
Удельная |
Твердость |
Теплостойкость, 'С |
|||
|
Полимер |
ныи модуль упругости при 20-С, 102 МПа |
» « жесткость |
* » » по Бринеллю, |
по Мар- |
по Вика |
По ASTM |
||
|
|
Е/р, 104м |
кгс/мм2 |
тенсу (Гм) |
<7в> |
Т 4,6 |
Т 18,6 |
||
|
I |
Полистирол |
28-35 |
27-33 |
14-16 |
75-85 |
85-100 |
90-100 |
70-100 |
|
|
Полимегилметакрилат |
30-35 |
26-27 |
13-14 |
80-90 |
90-110 |
90-100 |
65-90 |
|
|
Поливинилхлорид |
30-40 |
21-28 |
13-16 |
60-70 |
70-90 |
70-80 |
55-65 |
|
|
Полифениленоксид |
25-27 |
24-26 |
16-17 |
185-190 |
190-220 |
190-210 |
190-193 |
|
|
Полисульфон |
22-27 |
20-22 |
15-17 |
|
|
|
170-175 |
|
|
Поликарбонат |
22-26 |
20-22 |
15-16 |
120-140 |
|
130-135 |
110-130 |
|
|
Поли ари лат |
26-30 |
25-26 |
13-14 |
— |
210 |
|
— |
|
|
Фенилон |
35-40 |
27-31 |
|
|
260-270 |
|
— |
|
II |
Поли метилпентен |
10-11 |
12-13 |
|
|
180 |
|
— |
|
|
Полифто рхло рзтилен |
10-16 |
5-8 |
|
|
|
|
160-170 |
|
|
Пенгапласт |
12-13 |
9-11 |
|
|
160-170 |
|
80-100 |
|
|
Полиамид 6 |
18-23 |
16-20 |
10-12 |
50-60 |
190-200 |
150-160 |
150-155 |
|
|
Полиамид 6,6 |
10-31 |
9-27 |
|
|
|
|
75 |
|
III |
По/и этилен: |
|
|
|
|
|
|
|
|
|
низкой плотности |
1,5-2,5 |
1,6-2,8 |
1,4-2,5 |
|
85-90 |
50-60 |
45-50 |
|
|
высокой плотности |
5,5-12 |
5,8-12 |
4,5-6,0 |
|
125-130 |
75-90 |
45-50 |
|
|
Полипропилен |
7-12 |
8-13 |
6-7 |
85-100 |
145-150 |
130-140 |
60-70 |
|
|
По/*1бутен-1 |
2-3,3 |
2,5-4 |
|
|
113 |
|
|
|
|
Политетрафторэтилен |
5-9 |
2,5-4 |
3-4 |
|
110-120 |
120-140 |
110-120 |
|
|
Полиформальдегид |
26-35 |
20-25 |
16-17 |
120 |
160 |
150-170 |
110-125 |
Стандартные значения прочности термопластичных полимеров при 20*С
[14; 18; 35; 38; 48, Т. 1, Т. 2]
|
Группа |
|
Разрушающее напряжение, МПа |
Предел текучести при растяжении (от), МПа |
Относительное |
||
|
Полимер |
при растяжении <°р> |
при сжатии <°сж> |
при изгибе К» |
удлинение при разрыве (ер), % |
||
|
1 |
Полистирол |
30-56 |
80-110 |
55-105 |
— |
1.5-2,4 |
|
|
Пол иметил мета кри лат |
45-85 |
70-120 |
60-110 |
40-60 |
2-5 |
|
|
Поливинилхлор ид |
40-60 |
80-160 |
80-120 |
35-56 |
10-15 |
|
|
Пол ифе н ил ен о кс ид |
60-84 |
105-115 |
100-125 |
70-80 |
20-100 |
|
|
Полисульфон |
55-80 |
100-110 |
108-120 |
70-80 |
10-100 |
|
|
Поликарбонат |
50-75 |
80-120 |
80-110 |
56-63 |
60-100 |
|
|
Поли ар и лат |
80-90 |
|
|
|
10 |
|
|
Фенилон |
80-120 |
|
|
|
15 |
|
II |
Полиметилпенген |
|
|
|
28-32 |
15 |
|
|
Полифторхлорэтилен |
38-40 |
|
50-56 |
37-38 |
140 |
|
|
Пенгапласг |
42-46 |
|
|
— |
28 |
|
|
Полиамид 6 |
60-90 |
50-65 |
90-140 |
77-85 |
150-400 |
|
|
Полиамид 6,6 |
70-92 |
110 |
— |
49 |
40-280 |
|
III |
Полиэтилен: |
|
|
|
|
|
|
|
низкой плотности |
12-16 |
— |
12-17 |
9-10 |
500-700 |
|
|
вью окой плотности |
23-40 |
21-28 |
20-25 |
22-26 |
400-800 |
|
|
Полипропилен |
25-40 |
35-56 |
50-56 |
15-25 |
200-800 |
|
|
Полибуген-1 |
|
|
|
27 |
350 |
|
|
Политетрафторэтилен |
14-25 |
5-15 |
11-14 |
7-10 |
250-500 |
|
|
Полиформальдегид |
65-70 |
35-50 |
80-110 |
50-75 |
15-40 |
оформляющую полость пресс- формы, уплотняется и выдерживается под давлением до полного отверждения. После окончания выдержки пресс- форму раскрывают и с помощью выталкивающего устройства изделие извлекают из формы.
Литьевое прессование отличается от компрессионного тем, что пресс-форма имеет загрузочную камеру 8 со штоком 9 (рис. 4.10). Загрузочная камера соединена с формующей полостью пресс-формы литниковыми каналами. Предварительно подогретый материал подают в нагретую до требуемой температуры загрузочную камеру 8. Под действием штока 9 материал через литниковые каналы под давлением 80-120 МПа поступает в оформляющую полость пресс-формы. При прохождении материала через литниковые каналы происходит его дополнительный разогрев и гомогенизация. После заполнения оформляющей полости в пресс-форме давление возрастает до 25-30 МПа и происходит уплотнение материала.
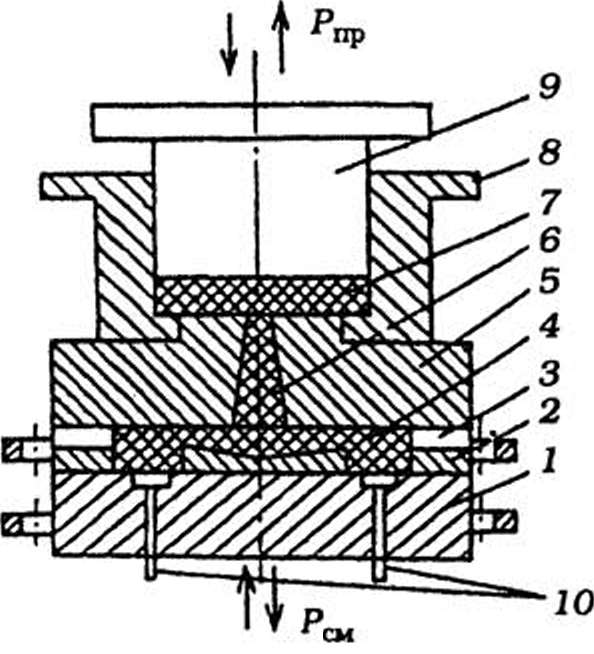
Рис. 4.10. Схема изготовления тары методом литьевого прессования: 1 — нижняя плита; 2 — матрица;
— воздушные каналы;
— изделие; 5 — верхняя плита; 6 — литниковые
каналы; 7 — пресс-остаток;
8 — загрузочная камера; 9 — шток; 10 — выталкиватель
Экструзия представляет собой непрерывный процесс формования
в экструдере изделий или полуфабрикатов неограниченной длины путем
продавливания расплава полимера через формующую головку с каналами необходимого
профиля. В экструдере происходит разогрев полимера до вязкотекучего состояния
и продавливание его через формующую головку соответствующей конструкции. Для
получения изделия требуемого профиля выходящую из формующей головки заготовку
охлаждают, калибруют и выполняют другие необходимые операции. В производстве
тары экструзию часто совмещают с последую
щим раздувом цилиндрической заготовки в специальной пресс-форме.
Из полимерных пленок и листов тару производят методами термоформования, сварки и склеивания.
Технологический процесс термоформования включает операции: подготовки заготовки требуемого размера; разогрева листа или пленки до температуры высокоэластического состояния полимера; приложения давления, обеспечивающего облегание листом или пленкой оформляющей поверхности формы; охлаждения отформованного изделия; съема его с формы и механической обработки до заданных размеров. В зависимости от метода приложения формующего давления различают следующие способы термоформования: механическое, вакуумное, пневматическое, гидравлическое, паровое и комбинированное.
Технологическая схема сварки состоит из последовательности операций: подготовка свариваемых поверхностей (очистка от механических загрязнений, жиров, масел, оксидных пленок и т. п.); приведение поверхностей в контакт друг с другом; воздействие на контактирующие поверхности давлением прижатия, нагреванием, растворителями, химическими реагентами и т. п.; охлаждение; механическая обработка (при необходимости).
Анализ технологических операций, общих для перечисленных процессов производства тары и упаковки, показывает что к важнейшим технологическим свойствам пластмасс можно отнести их теплофизические и реологические свойства.
ТЕПЛОФИЗИЧЕСКИЕ СВОЙСТВА отражают поведение полимеров при воздействии температуры. Основными теплофизическими характеристиками полимеров являются теплопроводность, температуропроводность, теплоемкость, тепловое расширение, теплостойкость, термостойкость, температуры хрупкости, стеклования, плавления и работоспособности.
Под теплопроводностью полимеров понимают способность переносить тепло от более нагретых элементов тела к менее нагретым. Количественной характеристикой теплопроводности является коэффициент теплопроводности X. Он служит коэффициентом пропорциональности между плотностью потока тепла Q и градиентом температуры:
(4.38)
Коэффициент теплопроводности X характеризует количество теплоты, которое проходит в 1 с через поверхность площадью 1 см2 при разности температур 1°С. Соотношение X в различных системах следующее:

Методы определения теплопроводности основаны на решении дифференциального уравнения, связывающего временные и пространственные изменения температуры, обусловленные тепловым потоком. В общем случае при отсутствии внутренних источников тепла уравнение теплопроводности имеет вид
(4.39)
где а—температуропроводность; t—время.
Темжратуропроводноспгъ а характеризует скорость распространения температуры под действием теплового потока в нестационарных температурных условиях. Коэффициент температуропроводности а определяется отношением коэффициента теплопроводности X к произведению удельной теплоемкости при постоянном давлении Ср и плотности тела р:
Температуропроводность полимеров возрастает с повышением их молекулярной массы, степени кристалличности и давления.
Теплоемкость полимеров С— количество теплоты, затрачиваемое для изменения температуры тела на 1°С:
В СИ размерность С [Дж/(кг К)) или [Дж/(моль К)]. В первом случае выражена удельная теплоемкость — отношение теплоемкости к единице количества вещества, а во втором случае — молярная теплоемкость, когда количество вещества выражено в молях. Часто удельную и молярную теплоемкость выражают, соответственно, в [кал/(г °С)] и [кал/(моль °C)J.
Теплоемкость при постоянном давлении Ср называют изобарной, а при постоянном объеме Cv— изохорной:
(4.42)
(4.43)
где Ни U — энтальпия и внутренняя энергия соответственно. Значения Ср и Су связаны соотношением
(4.44)
где (30 — температурный коэффициент объемного расширения; V— объем; % — коэффициент изотермического сжатия.
Учитывая, что энтропия системы dS = dQ/T, выражения (4.42) и (4.43) можно представить в виде
(4.45)
(4.46)
Теплоемкость полимеров зависит от морфологии, физического состояния, давления и температуры. Установлен линейный характер зависимости Ср от температуры. Для твердых полимеров температурный коэффициент Э Ср/Э Т» 3 • 10"3, для
расплавов Э Ср/д Т~ 1,2 • 10~3. Зная Српри температуре, например, 298 К, можно оценить Ср при других температурах.

Тепловое расширение полимеров характеризуется температурным коэффициентом линейного а и объемного Р0 расширения:
(4.47)
где t- линейный размер тела в заданном направлении;
(4.48)
Температурный коэффициент (30 связан с другими характеристиками полимеров соотношением
(4.49)
где у — константа полимера.
Температурные коэффициенты а и (30 зависят от морфологии, физического состояния и ориентации полимеров. Для твердых изотропных полимеров р0 = За. Эти коэффициенты являются важными характеристиками при изготовлении высокоточной и армированной тары из полимеров.
Значения рассмотренных теплофизических свойств основных полимерных материалов, применяемых для производства тары и упаковки, приведены в табл. 5.2.
Под теплостойкостью полимеров понимают способность
не изменять свою форму и геометрические размеры изготовленных из них изделий.
Характеристикой теплостойкости является температура, при которой в условиях
воздействия постоянной нагрузки деформация образца достигает заданной величины.
Для стеклообразных аморфных и аморфно-кристал- лических полимеров
теплостойкость не может превышать температуру стеклования Тс, а для
кристаллизующихся полимеров — температуру плавления Т^.
Существуют следующие пути повышения теплостойкости полимеров:
увеличение содержания в макромолекулах полярных групп и ароматических соединений;
упорядочение надмолекулярной структуры путем ориентации макромолекул;
повышение степени кристалличности;
увеличение степени сшивания;
введение термостойких наполнителей [37).
Термостойкостью полимеров называют способность сохранять неизменным химическое строение при повышении температуры. Изменение химического строения полимеров при нагревании может быть связано с процессами деструкции и структурирования.
Деструкция полимеров — это процесс разрушения макромолекул, их химических связей, под действием тепла, света, кислорода, проникающей реакции, механических напряжений и других факторов [48, Т. 1].
Минимальная температура, при которой наблюдается процесс термического разрушения химических связей, называется температурой начала термодеструкции полимера. При этой температуре нельзя перерабатывать полимеры в изделия. Тем более, что на материал одновременно воздействуют тепло, кислород и большие механические напряжения. Процесс деструкции полимеров сопровождается структурной неоднородностью, возникновением остаточных внутренних напряжений, снижением механических и эксплуатационных свойств, например долговечности.
Плавлением полимеров называют процесс перехода из твердого агрегатного состояния в текучее без изменения химического состава и строения. Процесс плавления кристаллизующихся полимеров протекает в диапазоне между температурами плавления Тпл и текучести Тт.
У полимеров различают две температуры плавления —
равновесную и экспериментальную Т^, которую обычно называют просто
температурой плавления.
Равновесная температура плавления соответствует точке фазового равновесия монокристаллов полимера и определяется термодинамическим соотношением
(4.50)
где ДН^ и ASju, — теплота и энтропия плавления соответственно.
Кристаллизация полимеров, в отличие от низкомолекулярных веществ, проходит обычно не полностью. Кристаллические образования различаются по форме, размерам и другим параметрам. Поэтому при нагревании полимеры плавятся в некотором интервале температур, иногда до десятков градусов. На практике верхнюю границу этого интервала принимают за экспериментальную температуру плавления Тпл, которая обычно ниже T^j, примерно на 5-20 °С.
Зависимость Тпл от размеров кристаллов определяют соотношением
где ат - поверхностная энергия кристаллов; 1\р и ркр — толщина и плотность кристаллов соответственно.
Температура плавления существенно зависит от степени полимеризации полимера:
(4.52)
где R — универсальная газовая постоянная; Xп — среднечисловая степень полимеризации.
Для аморфно-кристаллических полимеров при увеличении давления уменьшается свободный объем, увеличивается межмолекулярное взаимодействие и возрастает Т^:
где V^ и VKp — удельные объемы аморфной и кристаллической фаз; р — гидростатическое давление.
Числовые значения температур стеклования Тс, плавления Тпл и дополнительных релаксационных переходов термопластичных полимеров, используемых для производства упаковки, приведены в табл. 4.3.
Формование тары и упаковки обычно осуществляют в диапазоне между Тс и температурой начала деструкции Тд. Чем шире интервал между этими температурами, тем больше выбор способов и условий формования. Выбор температурных условий формования в этом интервале производится в каждом конкретном случае экспериментально с учетом особенностей материала, оборудования, технологической оснастки, конфигурации и других требований к таре. Температурные интервалы переработки основных термопластичных полимеров приведены в табл. 4.8.
РЕОЛОГИЧЕСКИЕ СВОЙСТВА полимеров отражают особенности течения и деформации в состояниях, характеризуемых структурной вязкостью среды. В процессе получения расплава, его гомогенизации, при заполнении формы полимер подвергается интенсивному воздействию высокой температуры и сдвиговых напряжений. Это воздействие происходит в услови-
Таблица 4.8
Температурные интервалы переработки основных термопластичных полимеров при производстве тары и упаковки
|
Группа |
Полимер |
Минима/ъная температура формования, 'С |
Температура начала деструкции (7*д), вС |
Интервал формования, V7- |
|
I |
Полистирол |
90-110 |
310 |
220-200 |
|
Полиметилметакр и лат |
100-115 |
280 |
180-165 |
|
|
Поливинилхло рид |
70-90 |
170 |
100-80 |
|
|
Полифен иле нокс ид |
267 |
320 |
53 |
|
|
Полисульфон |
190 |
420 |
230 |
|
|
Поликарбонат |
275 |
330 |
55 |
|
|
II |
Поликапроамид |
225 |
360 |
135 |
|
III |
Полиэтилен |
120-130 |
320 |
200-190 |
|
Полипропилен |
170 |
300 |
130 |
|
|
Политетрафторэтилен |
327 |
400 |
73 |
ях контакта с кислородом воздуха и металлическими поверхностями формующего оборудования и оснастки.
Вязкое течение расплавов полимеров не подчиняется закону Ньютона — прямой пропорциональности между напряжением сдвига т и скоростью сдвига v. Часто зависимость тот v выражают формулой
где к и п— константы, зависящие от природы полимера, молекулярного веса и температуры.
Сопротивление полимеров вязкому течению количественно характеризуют эффективной вязкостью т^:
Наибольшее влияние на лэф термопластичных полимеров оказывают их молекулярный вес и температура.
В интервале температур Тс < Т< Тс + 100 °С для аморфных полимеров справедливо соотношение
где х]т— эффективная вязкость при температуре Т; riTo — эффективная вязкость при стандартной температуре Т0; С] и С2 — константы, зависящие от выбора Т0.
ПриТ0 = ТС С2 = 17,44; С2«51.6в
При Т0 = Тс - 50°С Сх = 8,86; С^ 101,6.
В интервале температур Т> Тс + 100°С (Т> Ттек) для аморфных полимеров и Т> Тпл для кристаллических полимеров температурная зависимость х]^ хорошо отражается экспоненциальным уравнением, выведенным на основе активационной теории течения:
где Aq — константа, зависящая от типа полимера; А Ер — энергия активации течения. Значения энергии активации течения АЕт, найденные экспериментально для ряда полимеров (в ккал/моль), приведены ниже [38].
Полистирол 22-23
Поливинилхлорид 35
Поликарбонат 36
Полисульфон 40
Полиэтилен
низкой плотности 12
высокой плотности 7
Полипропилен 11
Экспериментально текучесть полимеров оценивают с помощью вискозиметров различных конструкций, главным образом капиллярных и ротационных. Стандартизован метод оценки текучести расплавов полимеров с помощью капиллярного вискозиметра (рис. 4.11) по показателю индекса расплава (ИР), иногда его называют показателем текучести расплава (ПТР).
Под индексом расплава ИР понимают массу полимера (в граммах), выдавливаемую через стандартный капилляр при заданных температуре и перепаде давления в течение 10 мин.
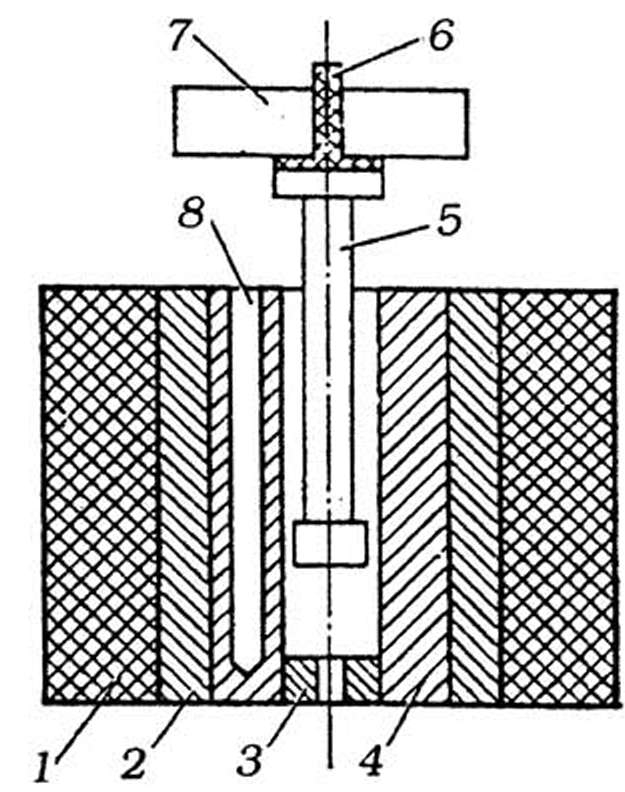
Рис. 4.11. Вискозиметр для измерения индекса расплава:
Условия определения ИР регламентированы ГОСТ 11645-73. Стандартные размеры капилляра: длина (8,000 ± 0,025) мм; диаметр (2,095 ± 0,005) мм; внутренний диаметр цилиндра
1 — наружная изоляция; 2 — нагреватель; 3 - капилляр; 4 — цилиндр; 5 — поршень; 6 — изолирующая втулка; 7 — груз; 8 — отверстие для термопары
вискозиметра (9,54 ± 0,016) мм. Рекомендуемые нагрузки 2,16; 5; 10 кгс; температуры испытаний кратны 10°С.
В США ИР определяют по ASTM D 1238-62Т, рекомендуемые нагрузки от 0,325 до 21,6 кгс, температуры — от 125 до 275°С. Наиболее часто ИР определяют при 190°С и нагрузке 2,16 кгс. В этих условиях напряжение сдвига на стенке капилляра составляет 13,5-16 кН/м2.
По значению ИР можно оценить эффективную вязкость расплава термопласта в условиях испытаний по формуле
(4.58)
где G — нагрузка на поршень, Н; р — плотность расплава, кг/м3. Или по формуле
(4.59)
где G и р выражены в кгс и г/см3 соответственно.
Для изготовления тары методами литья под давлением используют термопластичные полимеры с ИР = (2-30) г/10 мин.
Из маловязких расплавов невозможно получить сплошную экструзионную заготовку в виде пленки, трубы, профиля. Для экструзии применяются материалы и режимы переработки, при которых ИР составляет (0,3-12) г/10 мин.
Области использования полимеров в упаковочной индустрии в зависимости от значения ИР приведены ниже.
Область упаковочной индустрии ИР, г/10 мин
Производство термоусадочных пленок 0,4-0,2
Упаковка тяжелых грузов 0,2-0,6
Изготовление пакетов 0,6-2,0
Выпуск мешков для мусора 0,8-2,0
Для ламинированных материалов 0,8-3,0
Упаковка замороженных продуктов 0,8-2,0
Тонкие пленки (толщиной до 15 мкм) 3,0-6,0
Для медицинской промышленности 2,0-4,0
Пленки бытового назначения 2,0-3,0
Пленки с повышенной прозрачностью 0,2-0,6
Упаковка строительных материалов 0,2-0,6
Для сельского хозяйства 0,2-0,4
Выпуск пленок плоскощелевым методом 2,5-4,0
Производство тары литьем под давлением 6,0-50
Выпуск рукавных пленок 0,8-25
Производство тары из компаундов 2,0-50
Производство вспененной тары 0,6-60
Изготовление профильных элементов тары
методом экструзии 3,0-10
Изготовление экструзионных покрытий 0,2-0,6
Пленки электротехнического назначения 0,2-2,0
4.4. Полимерные пленочные материалы
Важнейшим достоинством полимеров является их способность к пленкообразованию.
К полимерным пленкам относят листовой или рулонный материал, т. е. сплошные слои полимеров толщиной до 0,2- 0,3 мм и шириной более 100 мм. Узкие пленки называют лентами. Такое определение является достаточно формальным. Практически термин «пленки» установился для тонких листовых материалов такой толщины, при которой сохраняется их гибкость. Пленки характеризует малая толщина (и, следовательно, малая масса) при большой поверхности.
Пленки занимают как бы промежуточное положение между компактными твердыми телами и дисперсными системами. Отличительной особенностью пленок как сплошных тонких слоев вещества является определенное соотношение между массой и поверхностью. В отличие от твердых компактных тел пленки характеризуются большой поверхностью при относительно малой массе и при этом поверхность пленки в отличие от дисперсий непрерывная, сплошная.
Способность полимеров к пленкообразованию — специфическое отличие полимеров от низкомолекулярных веществ. Эта характерная особенность полимеров как материи обусловлена строением из молекул, а именно чрезвычайно большой их длиной, в тысячи раз превышающей поперечный размер. Анизотропией формы и гибкостью макромолекул полимеров обусловливается возможность возникновения в процессе пленкообразования разнообразных структурных образований, предопределяющих комплекс физико-механических свойств пленок.
Гибкостью макромолекул обусловливается возможность существования специфического для полимеров ориентированного состояния, не имеющего места в мире низкомолекулярных тел. Это состояние характеризуется расположением осей цепных макромолекул вдоль одного направления или в одной плоскости, что приводит к анизотропии свойств материала, прежде всего механических.
Особенностью ориентированного состояния является то. что структура различных по химическому строению ориентированных полимерных материалов оказывается однотипной и характеризуется наличием нитеподобных образований диаметром порядка 100-200 А, ориентированных в направлении действия силового поля. Характер ориентации макромолекул полимерных пленок при этом определяется внешним силовым полем и текстура ориентированной пленки может меняться от одноосной до плоскостной. В последнем случае оси всех макроцепей лежат в плоскости пленки, но преимущественного направления ориентации в плоскости пленки могут и не иметь.
Структурные особенности полимерных пленок определяются также специфическим состоянием их поверхностных слоев, имеющих отличные от свойств полимеров в массе физико-механические свойства. И эти особенности предопределяются характеристическими размерами пленки, ее толщиной, при которой отношение площади поверхности пленки к ее объему очень велико.
Из общих термодинамических представлений следует, что поверхностные слои любого материала являются более плотными вследствие нескомпенсированности сил взаимодействия молекул поверхностного слоя, наличия избыточной поверхностной энергии, поверхностного натяжения. Поэтому пленочные материалы характеризует целый ряд преимуществ перед одноименными полимерами в толстом блочном состоянии. Пленки имеют более высокие физико-механические свойства. При практически одинаковой плотности они превосходят полимеры в блоке по разрушающему напряжению при растяжении на 60- 360%, по относительному удлинению при разрыве на 25-150% (табл. 4.9). Температура стеклования многих пленочных материалов, например ароматических полиамидов и полиарилатов, выше, чем у одноименных полимеров в блоке.
Свойства полимеров в виде пленок толстых материалов (в блоке)
|
Параметр |
Полиамид 6 |
Полиэтилентерефталат |
||
|
Литьевой гост 6-06-09-76 |
Пленки неориентированные ТУ 6-09-255-84 |
Литьевой ТУ 6-05-830-76 |
Пленка ГОСТ 24234-80 |
|
|
Плотность, г/см3 |
1,13 |
1.13 |
1,39 |
1,39 |
|
Разрушающее напряжение при растяжении, МПа |
60 |
63-140 100 |
50-70 60 |
140-290 215 |
|
Относительное удлинение при разрыве, % |
150-400 |
250-550 |
2-4 |
70-120 |
|
275 |
400 |
3 |
85 |
|
|
Модуль упругости, 103 МПа |
1,2-1,5 1,35 |
|
|
3,5-4,5 4,0 |
|
Электрическая прочность, МВ/м |
22 |
52-60 56 |
12-17 14.5 |
140-250 195 |
|
|
||||
|
Параметр |
Поликарбонат |
Полиимид |
||
|
Литьевой ТУ 6-05-901-73 |
Пленка Macrofol, тип N |
Прессовочный ТУ 95-1449-86 |
Пленка ТУ 6-19-121-85 |
|
|
Плотность, г/см3 |
1,20 |
1,23 |
1,40 |
1,42 |
|
Разрушающее напряжение при растяжении, МПа |
56-70 |
80-90 |
— |
150-170 |
|
67 |
85 |
160 |
||
|
Относительное удлинение при разрыве, % |
50-110 80 |
100-120 110 |
— |
70-100 85 |
|
Модуль упругости, 103 МПа |
2,2-2,4 2,3 |
|
— |
2,0-3,0 2,5 |
|
Электрическая прочность, МВ/м |
15,5-21,0 18 |
170 |
— |
200-250 225 |
Примечание. В числителе дроби указан интервал значений параметра, в знаменателе — его среднее значение.
4.4.1. Основные виды полимерных пленок
Полимерные пленки производят из природных, искусственных и синтетических полимеров.
К первой группе относятся пленки, изготовляемые из белков, натурального каучука, целлюлозы и некоторых других природных полимеров, наибольшее распространение в этой группе получили гидратцеллюлозные пленки, из них широко используется в упаковке целлофан.
Вторую группу составляют пленки из искусственных полимеров — продуктов химической модификации природных полимеров. Это пленки, полученные на основе простых и сложных эфиров целлюлозы: ацетата целлюлозы, ацетобутирата целлюлозы, ацетопропионата целлюлозы, нитрата целлюлозы и этилцеллюлозы. К этой группе относятся и пленки из натурального или синтетического изопренового каучука, предварительно подвергнутого гидрохлорированию, — гидрохлорид- каучуковые пленки.
Третью, самую обширную, группу составляют пленки из синтетических полимеров, подавляющее их большинство — термопласты.
Основные виды полимерных пленок, применяемых в упаковочной промышленности, приведены в табл. 4.10. Кроме указанных в таблице для упаковки применяется множество других пленок: ацетобутиратцеллюлозные, нитратцеллюлозные, хлорфторэтиленовые, этиленбутеновые, фторкарбонатные, полиуретановые, силиконовые, поливинилфторидные, полиэтиленоксидные, полиимидные и т. д.
При обозначении большинства пленок принята их маркировка по толщине, измеряемой в миллиметрах или микрометрах.
В США принято измерять толщину пленок в милах:
1 мил = 0,001 дюйма = 25,4 мкм.
При маркировке используют номера в 100 раз больше — пленка № 200 имеет толщину 2 мила.
Целлофан обозначают иначе. В США — уменьшенной в 100 раз площадью пленки (дюйм2) весом в 1 фунт (1 дюйм = = 25,4 мм; 1 фунт = 453,6 г). Так, 1 фунт пленки площадью
Основные виды полимерных пленок, применяемых в упаковочной промышленности
|
Материал |
Название пленки |
Условное обозначение |
Фирменное |
Изготовитель |
|
|
|
|
иностранное |
русское |
название |
|
|
1 |
2 |
3 |
4 |
5 |
6 |
|
Регенерированная целлюлоза |
Целлофан Водостойкий целлофан |
|
|
|
Е. J du Pont de Nemours & Co; Olin Mathieson Chemical Corp.; Rhodia Inc. (США); British Cellophane Ltd. (Канада); Transparent Paper Ltd. (Англия) |
|
Эфиры целлюлозы |
Ди ац егатце л лю лоз н ые Три ацетатцел лю лоз ные Ацетобутиратн ые Этил целлюлоза |
CDA CAB CAL |
ДАЦ ТАЦ АЦБ эц |
Эскаллен |
Dow Chemical Co.; Hercules Inc. (США) |
|
Гидр о хлор ид каучука |
Гедрохлорид каучуковые |
|
ГК |
Pliofirm Snug-Pak |
Goodyear Tire & Rubber Co. Tee-Pak Inc. (США) |
|
Полиолефины |
Полиэтиленовые |
|
ПЭ |
Bexphane Bicor Dynafilm |
BXL Industrial Products Group, Ltd.; Mobil Chemical Co.; Alamo Industrials, Inc. |
|
|
Полипропиленовые |
PROPР |
ПП |
FRF Olefane Propafilm Relpro Vypro Моплен Гостален Данлай, донбанд |
Eastman Chemical Products, Inc.; Avisun С оф.; Imperial Chemical Industries, Ltd.; Reliance Plastic & Chemical Corp.; W. R. Grace & Co. (США) Италия Германия Япония |
|
1 |
2 |
3 |
4 |
5 |
6 |
|
Поливинилхлорид |
Жесткие и пластифицированные (мягкие) пол иви ни лхлори дные |
PVC |
пвх |
Clopane Cobex Fandflex Koroseal Kipex Oriex Panta-Pak Resinite Reynolon Rucoam Sumilite Velon Vitafilm Watahyde |
Clopay Corp.; BXL Industrial Products Group, Ltd.; Rand Rubber Co.; B. F. Goodrich Chemical Co.; Rohm & Haas Co.; Nixon Baldwin Chemical, Inc.; Pantasote Co.; Borden Chemical Co.; Reynolds Metals Co.; Rubber Corp. Of America; Sumitomo Bakelite Co., Ltd. (Япония) Firestone Plastics Co.; Goodyear Tire & Rubber Co.; Harte & Co., Inc. (США) |
|
Поли- в ин и/мденхло рид |
Поливини /ид еюслоридн ые |
PVDC |
пвдх |
Da ran Saran Wrap Weston Курихалон |
|
|
Поливиниловый спирт |
Винилоновые В одорасгворимые |
PVAL |
ПВС |
— |
— |
|
Полиметилметакрилат |
|
РММА |
ПММА |
— |
— |
|
Полиэфиры |
Полизгилентерефталатше |
РЕТР, PET |
ПЭТФ |
Maytar Hostofan, Nabfan Lumirror Melinex, Terilen Terfan Лавсан Poliester |
Du Pont de Nemours Co. (США) Kalle (Германия) Toray Ind. Ltd. (Япошя) ICI (Великобритания) Rhone Poulenc (Франция) Россия Engineering Polymer Ltd. |
|
1 |
2 |
3 |
4 |
5 |
6 |
|
|
Пол и ка рбонатн ые |
PC |
ПК |
Lexan Makrofol MakJaron Sumicolayt Suntoid |
Bayer (Германия) General Electric Co. (США) Bayer (Германия) Sumitomo Cagaki (Ягююя) Nychement Corp. (Япония) |
|
Полистирол |
Полистирольные |
PS |
ПС |
Стирофлекс Norflex Pollflex Stironil |
Великобритания, Россия Германия США Франция |
|
Полиамид |
Пол ика п роа ми дн ые |
PA |
ПА-6 |
Найлон Capran Rilsan Zytel |
Allied Chemical Corp.; Organico-Rilsan; E J. du Pent de Nemours & Co. (США) |
|
Полигексаметиленадипамидные (полиамид 66) |
|
ПА-6,6 |
|
|
|
|
Полиамид 11 |
|
ПА-11 |
|
|
|
|
Полиамид 12 |
|
ПА-12 |
|
|
|
|
Ароматический полиамид |
Фенилоновые |
|
АЛА |
Conex HM-50 |
E.J. du Pent de Nemours & Co. (США) Tajin (Япония) |
|
Простой алифатический полиэфир |
Пентап ластовые • |
|
|
|
|
|
Простой ароматический полиэфир |
Пол ифен ил ен окси дн ые |
|
ПФО |
Арилокс PPO, Noril |
Россия США |
|
Полисульфоновые |
|
ПСУ |
|
|
|
|
Фторсодержащие смолы |
П оливинилфтори дные |
|
ПВФ |
— |
|
|
Политетрафторэтиленовые |
|
ФП |
|||
|
Ароматические полиимиды |
Полиимидные |
|
ПИ |
Кар ton ПМ |
E.J. du Pent de Nemours & Co. (США) Россия |
22 ООО дюйм2 условно обозначают: целлофан-220. После цифр следуют буквенные обозначения различных качеств целлофана, расшифровка которых приведена ниже.
Принятая в США буквенная маркировка целлофана
А или В вид упаковки
С окрашенный
D производство Du Pont,
с пониженной влагонепроницаемостью
L средней влагонепроницаемости
М влагонепроницаемый
О одна сторона с покрытием
Р гладкая поверхность
R покрытие виниловое
S способность к термопечати
Т прозрачный
V, X или К тип полимерного покрытия
W0 белый непрозрачный
В Европе и Японии номер целлофана означает максимальный вес 1 м2 пленки в граммах, увеличенный в 10 раз. Например, 1 м2 целлофана № 300 весит 30 г.
4.4.2. Основные способы производства полимерных пленок
От способа производства полимерных пленок зависят многие их свойства, в особенности физико-механические, технологические, а также экономические показатели. Как правило, для каждого полимера оптимальным и наиболее часто применяемым на практике является какой-либо один метод получения пленки, но в ряде случаев встречаются и различные методы. Более того, и в одинаковых методах получения пленки могут быть использованы различные дополнительные операции, оснащение и приспособления в зависимости от свойств полимера и специфических особенностей назначения продукции.
Существуют следующие промышленные методы изготовления полимерных пленок: экструзия расплава полимера; полив раствора полимера или форполимера на полированную металлическую или другую поверхность (в некоторых случаях раствор полимера подают в осадительную ванну); полив дисперсий полимера на полированную поверхность; каландрирование; прессование; строгание заготовок.
Экструзией называют метод формования изделий или полуфабрикатов неограниченной длины в экструдере продавливанием расплава полимера через формующую головку с каналами необходимого профиля.
Основным оборудованием для переработки пластмасс методом экструзии являются экструдеры — шнековые машины, называемые также червячными прессами. Гранулированный полимер из загрузочного бункера с помощью вращающегося червячного шнека 4 (рис. 4.12) последовательно перемещается по технологическим зонам материального цилиндра. В зоне питания I происходит уплотнение и сжатие гранул, в зоне сжатия II — пластикация и частичное плавление, в зоне дозирования III — окончательное плавление остатков твердого полимера, гомогенизация, усреднение вязкости и температуры расплава. Необходимые температуры по зонам цилиндра обеспе-
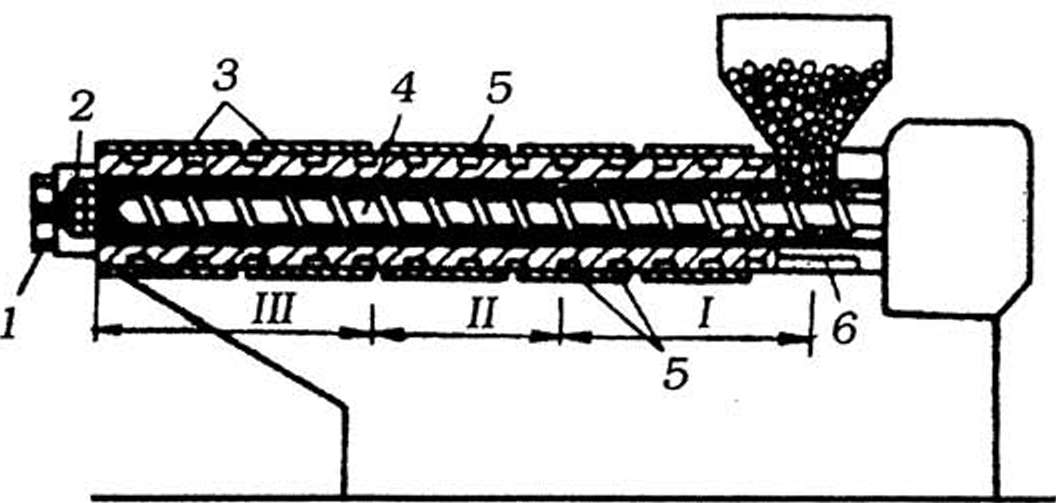
Рис. 4.12. Схема одношнекового экструдера: 1 — формующая головка; 2 — фильтр; 3 — обогрев; 4 — червяк; 5 — охлаждающий змеевик; 6 — охлаждающая рубашка; I — зона питания; II — зона сжатия; III — дозирующая зона
чиваются системами обогрева 3 и охлаждения 5, 6. Расплав полимера через фильтр 2, представляющий набор металлических сеток, закрепленных в решетке, под остаточным давлением р = 5,0-35 МПа продавливается через формующую головку 1, приобретая определенный профиль, и под очень небольшим избыточным давлением выходит из фильерной части головки.
Методом экструзии расплава полимера выпускают пленки двух типов — рукавные и плоские.
Рукавные пленки формуют способом раздува с помощью сжатого воздуха цилиндрической заготовки, полученной экструзией расплава полимера через формующую кольцевую головку, принципиальная схема которой приведена на рис. 4.13. Для обеспечения равномерности температуры, давления, толщины и других параметров цилиндрической заготовки применяют разнообразные конструкции кольцевых головок со сложной системой каналов подачи расплавленного полимера. Наиболее высокое качество пленок получают с использованием вращающихся элементов головки.
Рис. 4.13. Пример конструкций формующих кольцевых головок
Изготовление рукавных пленок является непрерывным
технологическим процессом. Расплав полимера выдавливается экструдером J 5 (рис.
4.14) через экструзионную головку 7 в виде цилиндрической рукавной заготовки
8. Внутрь заготовки от воздуходувки 13 через ресивер 14 и шланг 11 подается
сжатый воздух под давлением р = 0,12-0,13 МПа, который раздувает заготовку до
нужного размера. Рукав охлаждается воздухом, принудительно подаваемым через
систему 9 с регулировочным вентилем 10 в специальные сопла в охлаждающем кольце
б, и складывается с помощью направляющих щек 5. Тянущие валки 4 плотно зажимают
заготовку и препятствуют утечке воздуха из внутренней полости рукава. В случае
необходимости режущим приспособлением 2 производится обрезка кромок рукава и
его разделение на два плоских полотна пленки, которые разглаживаются направляющим
валком 3 и наматываются на приемные катушки 12.
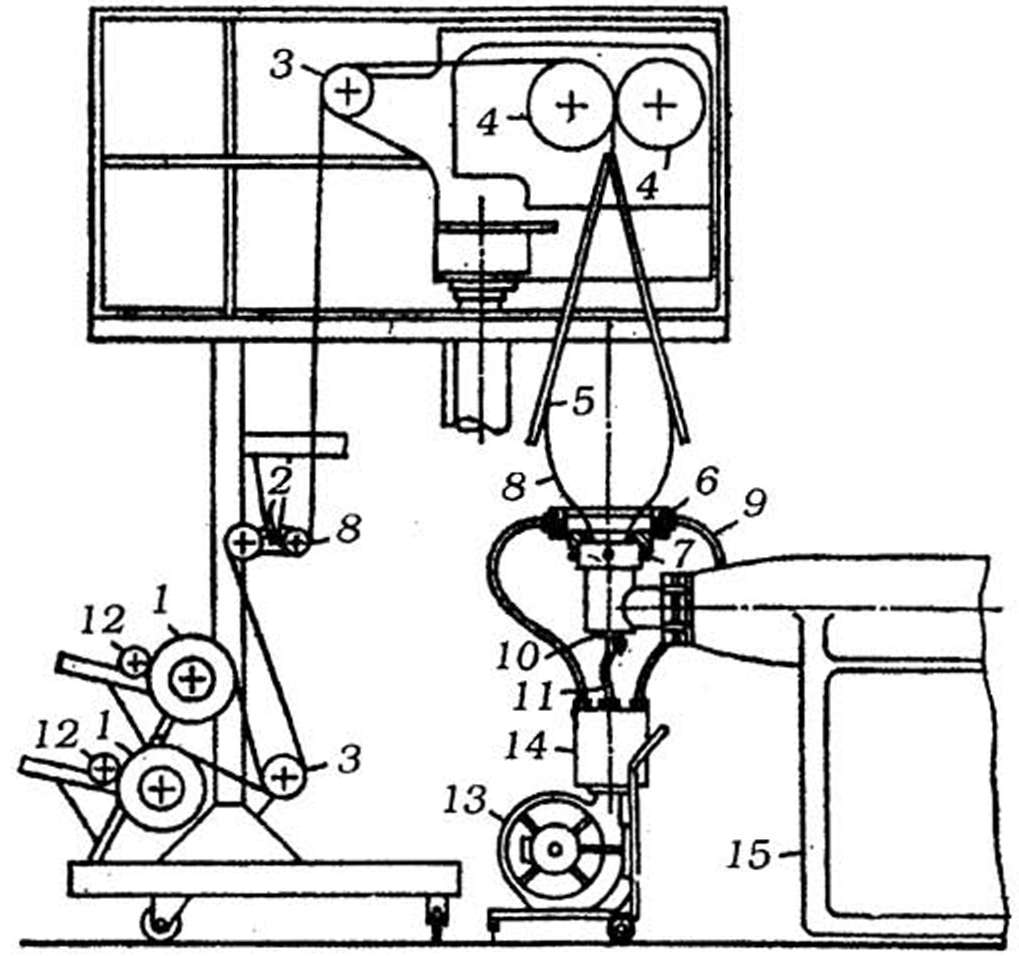
Рис. 4.14. Схема установки получения рукавных пленок раздувом
Технология и оборудование для производства рукавных пленок относительно просты и получили широкое распространение в изготовлении пленок ПЭ, ПП, ПВХ, ПВДХ, ПК, АЦ и др. К недостаткам этого способа относятся:
низкая эффективность воздушного охлаждения, снижающая производительность и прозрачность (особенно ПП) пленок;
неравномерная толщина пленок;
склонность к складкообразованию пленок.
Плоские пленки получают методом экструзии расплава полимера через плоскощелевую формующую головку, принципиальная схема которой показана на рис. 4.15. В зависимости от способа охлаждения заготовок различают два варианта этого метода: с охлаждением заготовки на охлаждающих барабанах и в водяных ваннах.
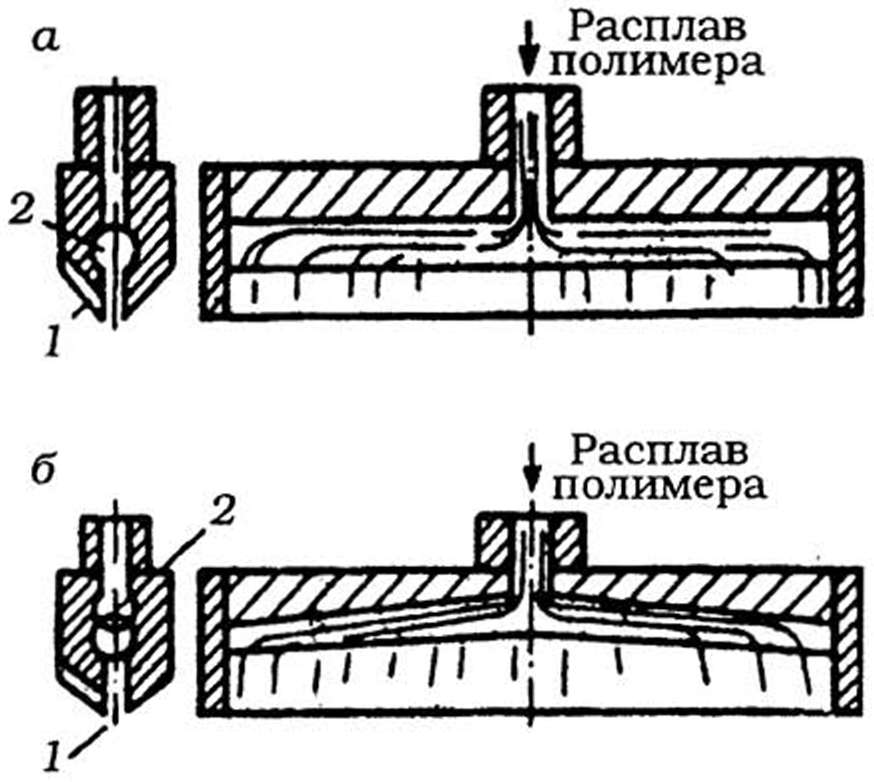
Рис. 4.15. Принципиальная схема плоскощелевой головки:
а — коллектор прямой (с постоянным сечением); б — коллектор скошенный (с уменьшающимся сечением);
1 — нож; 2 — коллектор
Схема производства плоских пленок экструзией через плоскую щель с охлаждением на барабанах приведена на рис. 4.16. Расплав полимера из экструдера 1 выдавливается через плоскощелевую формующую головку 2 на охлаждающие барабаны 4. Их охлаждение осуществляется водой, глицерином или термостойкими маслами. Под действием потока воздуха из специального коллектора 3, называемого воздушным ножом, пленка плотно прилегает к охлаждающим барабанам и равномерно охлаждается. Затем после прохождения системы роликов и обрезки кромок ножевым устройством 5 пленка наматывается на приемный барабан 6. Отрезанные продольные кромки могут наматываться на специальный барабан или непосредственно подаваться на режущие устройства для получения крошки, которая снова возвращается в производство.
Схема получения плоских пленок с охлаждением в воде показана на рис. 4.17. Расплав полимера из плоскощелевой формующей головки экструдера 1 в виде плоской ленты поступает в ван-
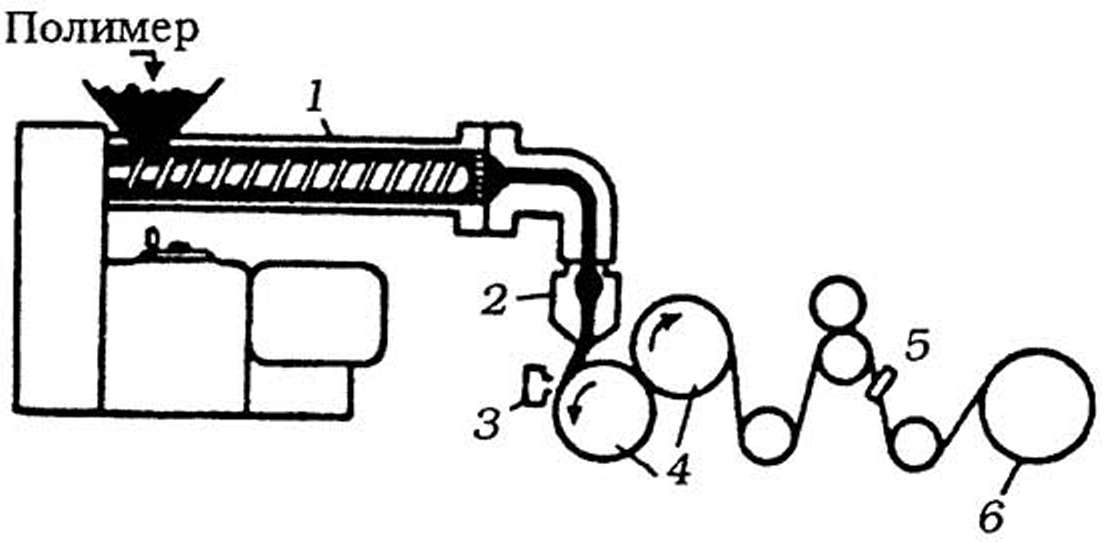
Рис. 4.16. Схема производства пленок экструзией через плоскую щель с охлаждением на барабанах
ну с холодной водой. Остывшая пленка осушается с помощью водоснимателя 3 и посредством тянущих валков подается на режущее приспособление 4 для обрезки продольных кромок. Готовая пленка наматывается на барабан приемного устройства 5.
Расплав полимера
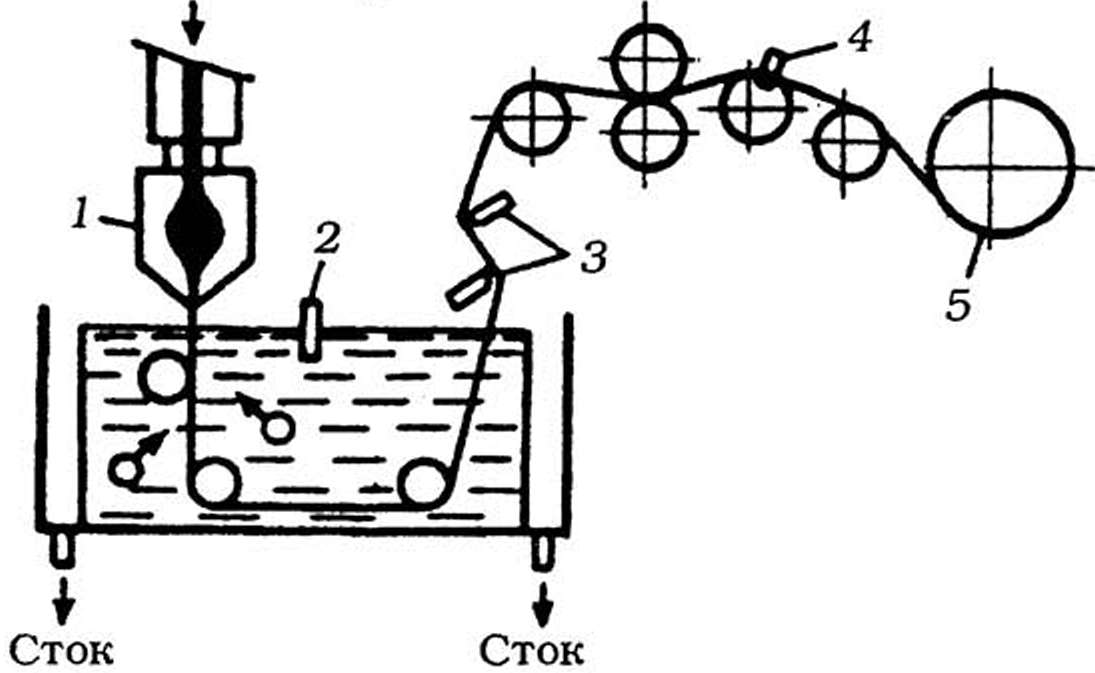
Рис. 4.17. Схема производства пленок экструзией через плоскую щель с охлаждением в водяной ванне:
1 — формующая головка; 2 — волногаситель; 3 — водосниматель; 4 — нож; 5 — намоточный барабан
Пленки, охлажденные на барабанах, отличаются равномерностью физико-механических свойств и повышенной прозрачностью. Охлажденные в воде пленки характеризуют сильный блеск и большая жесткость.
Предпочтение плоским пленкам отдают в тех случаях, когда от упаковки требуются повышенная прозрачность, четкая маркировка и другая информация, а также высокие и стабильные прочностные свойства. При упаковке на автоматических линиях удобнее использовать рукавные пленки.
Метод полива раствора полимера или форполимера на
металлическую поверхность применяется для получения пленок из легко растворимых полимеров или форполимеров, которые нестойки в расплавленном состоянии или разлагаются при нагревании ниже температуры плавления, например, ПВС, ПК, полиимиды.
Метод полива состоит из нескольких стадий: приготовление раствора полимера; полив раствора полимера на гладкую полированную поверхность; отделение растворителя от полимера.
Стадия приготовления раствора полимера включает операции растворения, фильтрования и деаэрации. Растворение осуществляют в емкостях с различными устройствами для перемешивания и подогрева. Как правило, в смесители загружают вместе с полимером и растворителем также пластификатор, стабилизатор, краситель и другие необходимые добавки. Концентрация растворов колеблется в пределах 10-35%. Для получения прозрачных пленок обычно используют смеси из нескольких растворителей. Очистку растворов от разнообразных примесей проводят фильтрованием в фильтрах различных конструкций с использованием сложных фильтрующих систем. Качество фильтрации во многом определяет качество получаемых пленок. Отделение раствора от воздушных включений осуществляют в деаэраторах, различных по конструкции и принципу действия.
Формование пленки происходит на стадии полива. В зависимости от вида полированной поверхности подложки различают методы полива на барабан, на бесконечную ленту, в осадительную ванну (мокрое формование).
Система нанесения раствора на движущуюся подложку должна обеспечивать формование равномерного по ширине и длине слоя пленки. Наиболее часто эти функции выполняет фильера с щелевым прямоугольным отверстием внизу, размеры которого могут регулироваться перемещением подвижной стенки 4 (рис. 4.18). Раствор, вытекающий из фильеры самотеком. равномерно распределяется по поверхности движущейся подложки ножом 6 с отшлифованной и полированной нижней кромкой. Толщина и равномерность слоя пленки зависят от зазора между подвижной 4 и неподвижной 5 стенками, расстояния между ножом 6 и подложкой 9, уровня раствора в емкости фильеры и скорости движения подложки. Для производства тонких пленок фильера снабжается калибрующим вращающимся валиком 7. При нанесении высоковязких растворов форполимеров, например раствора полиамидокислоты в производстве полиимидных пленок, стенки фильеры могут иметь систему подогрева.
Рис. 4.18. Фильера с валиком для отливки пленок из раствора: 1 — задняя планка (стекло); 2 — пружина, прижимающая стекло; 3 — кронштейн с винтом для регулирования щели; 4 — подвижная стенка; 5 — неподвижная стенка; 6 — передняя планка (нож); 7 — вращающийся валик; 8 — пленка; 9 — подложка
Формование пленок методом полива на барабан осуществляют следующим образом. Приготовленный раствор полимера из питателя 2 подается в фильеру, откуда равномерным слоем наносится на вращающийся нагретый отливочный (сушильный) барабан (рис. 4.19). Металлический барабан шириной 1,2-2,6 м и диаметром 1,5-5,4 м имеет гладкую полированную поверхность (не ниже 9-го класса чистоты), обогревается теплым воздухом, горячей водой или паром. Для облегчения съема сформованной и подсушенной пленки на поверхность барабана наносят тонкое твердое антиадгезивное покрытие, например раствор отверждающихся кремнийорганических соединений. Высушенная на барабане пленка приобретает самонесущую способность, становится формоустойчивой. При помощи съемного валка пленка отделяется от барабана и подается в сушильную камеру 3 для окончательной досушки, от-
Рис. 4.19. Схема производства пленок методом полива на барабан: 1 — металлический барабан; 2 — питательный патрубок с фильерой; 3 — сушильный шкаф; 4 — намоточный барабан
куда проходит через резальное устройство для обрезки кромок и поступает на намоточный станок 4. Испарившаяся парогазовая смесь растворителей из барабана и сушильной камеры конденсируется в конденсаторе и направляется в специальный сборник.
К конденсатору
Рис. 4.20. Схема производства ТАЦ-пленки методом полива на бесконечную ленту: 1 — мерники-дозаторы; 2 — смесительный аппарат;
3 — фильтр-пресс; 4 — деаэратор; 5 — фильера; 6 — отливочная машина; 7 — гидравлический затвор; 8 — камера досушки; 9 — приемное устройство
Формование пленок методом полива на бесконечную
ленту наибольшее применение нашло в производстве ТАЦ-пленок, технологическая
схема которого приведена на рис. 4.20. Приготовленный в смесительном аппарате
2 раствор частично омыленного ТАЦ в смеси растворителей — метиленхлорида с
метиловым или этиловым спиртом в соотношении 9:1, а также с пластификаторами
(смесь фталатов с фосфатами 1-2,5%), стабилизаторами, красителями и прочими
добавками, отфильтрованный на многоступенчатых (2-4 ступени) фильтр-прессах 3,
очищенный от воздушных включений в деаэраторе нагревания 4, подается в емкость
фильеры 5, из которой ровным слоем наносится на поверхность движущейся
непрерывной ленты отливочной машины 6. Отливочная машина состоит из двух
барабанов, на которые натянута бесконечная поли
рованная лента шириной 0,7-1,4 м и длиной 28-86 м. Оба барабана заключены в
герметичный кожух, который образует вдоль бесконечной ленты сушильные каналы. В
отливочной машине пленка высушивается до остаточного содержания растворителя
15-20%, затем с помощью съемного валка отделяется от подложки и через
гидравлический затвор 7 подается в камеру досушки 8, где сушится нагретым
воздухом при температуре от 100°С в первой зоне до 125°С в последней зоне сушки.
После этого пленка режется по ширине и наматывается в рулоны в приемном
устройстве 9.
Рис. 4.21. Схема производства целлофана методом полива в осадительную ванну (мокрое формование): 1 — танк; 2 — насос; 3 — фильтр; 4-12 — ванны; 4 — осадительная; 5 — регенерационная; 6, 8, 11— для водной промывки; 7 — для обезвоживания; 9 — для отбеливания; 10 — для обессоливания; 12 — для умягчения; 13 — сушилка; 14 — намоточный барабан
11
Методом полива в осадительную ванну (мокрым формованием) получают преимущественно целлофан. Вискозу из хранилища-танка 1 (рис. 4.21) насосом 2 через фильтр 3 равномерно подают в фильеру, нижняя часть которой на 20-25 мм погружена в осадительную ванну 4, где происходит формование пленки вследствие охлаждения ксантогената целлюлозы и его омыления. Наибольшее распространение получил однованный способ осаждения, когда оба процесса проводят одновременно. Осадительная ванна в этом случае содержит 16% серной кислоты, 14-16% сульфата натрия и 68-70% воды. Длина щели фильеры должна быть больше заданной ширины готовой пленки, поскольку при формовании и последующей обработке пленка усаживается на 40-45%. Формование оболочек
Вис- з
для колбасных изделий осуществляют в фильерах с кольцевой щелью, при этом состав осадительной ванны подается дополнительно через фильеру внутрь получаемых рукавных пленок. Из осадительной ванны пленка подается в регенерационную ванную 5 с 7-10%-ным водным раствором серной кислоты, где превращается в полностью регенерированную целлюлозную пленку. Затем пленка проходит через последовательно расположенные емкости 6-12, в которых циркулируют различные растворы, и подвергается промывке, десульфурации, пластификации. Иногда перед пластификацией пленку отбеливают и красят. Пластификатором обычно служит глицерин. В сушилке 13 пленку сушат на полых цилиндрах (сушильных барабанах), обогреваемых изнутри горячей водой. Снаружи пленка дополнительно обдувается горячим воздухом.
К достоинствам пленок, полученных методом полива раствора полимера, относятся равномерная толщина, повышенная прозрачность, отсутствие нерастворимых примесей, практически полная изотропность свойств.
Недостатками метода являются низкая производительность, трудность изготовления толстых пленок, пожароопасность применяемых органических растворителей, сложность их регенерации, что существенно повышает расходы на оборудование и себестоимость выпускаемой пленки.
Метод полива дисперсии полимера на полированную поверхность по своей сути и аппаратурному оформлению мало отличается от метода полива раствора полимера. Главным и принципиальным отличием является применение коллоидных систем (например, латексов), в которых дисперсионной средой служит вода, а дисперсной фазой - частицы полимера. Это обусловливает достоинства способа:
а) отпадает необходимость применения дорогостоящих, токсичных и огнеопасных растворителей;
б) возникает возможность непосредственного
использования эмульсий и суспензий, полученных в результате эмульсионной и
суспензионной полимеризации без промежуточной операции выделения полимера.
Основным недостатком метода является сложность слипания полимерных частиц в процессе высыхания дисперсии, что затрудняет получение структурно-однородных монолитных пленок.
Метод полива дисперсии полимера используют главным образом при получении пленок для санитарно-гигиенической упаковки изделий, а также для покрытий полимерных пленок, бумаги и тканей.
Каландровый метод получения пленок основан на принципе непрерывного формирования пленок из расплава полимерного материала при последовательном его пропускании через несколько зазоров (обычно два или три) между параллельно расположенными и вращающимися навстречу друг другу полыми цилиндрами-валками, являющимися главной рабочей частью каландров.
Наиболее распространенные схемы расположения валков в каландрах для производства пленок приведены на рис. 4.22: трехвалковые вертикально в линию и четырехвалковые L-, Z- и S-образные.
Полимерные пленки каландровым методом изготовляют следующим образом. Предварительно тщательно перемешанная смесь мелко диспергированных компонентов (полимер, пластификатор, стабилизатор, краситель) подается на вальцы 1 (рис. 4.23), где подвергается пластификации. Пластификация обеспечивает равномерный разогрев смеси до температуры переработки, растворение жидких и низкомолекулярных
а
е
г
б
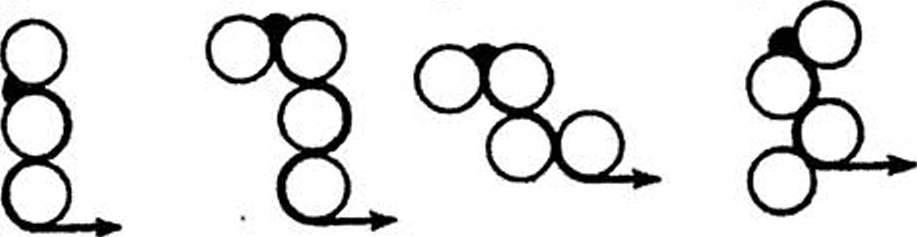
Рис. 4.22. Схемы расположения валков в каландрах для производства полимерных пленок: а — трехвалковый; б — L-образный; в — Z-образный; г — S-образный
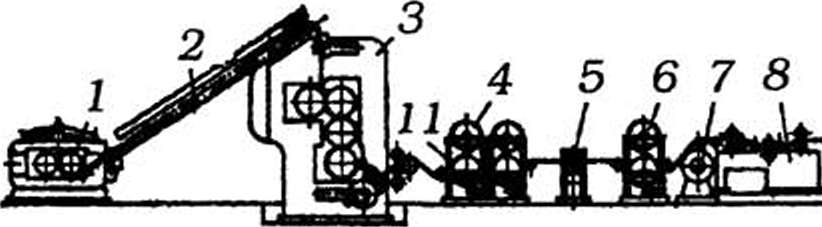
Рис. 4.23. Схема получения пленок каландровым методом:
9 10
1 — вальцы; 2 — транспортерная лента; 3 — каландр; 4, 6 — охлаждающие барабаны; 5 — устройство для замера толщины и массы полимера; 7 — счетчик; 8 — ширительное устройство; 9 — тянущее устройство; 10 — приемно- намоточное устройство; 11 — пленка
компонентов смеси, диспергирование частиц порошкообразных компонентов, гомогенное (равномерное) распределение всех компонентов. Многие смесители-пластификаторы работают по принципу экструзионных машин, которые для усиления диспергирующей способности снабжены различными дополнительными устройствами. Пластифицированный полимер транспортером 2 непрерывно подается на каландры 3, где равномерно распределяется по длине первого межвалкового зазора, откуда подхватывается последующими валками и проходит через второй и третий межвалковые зазоры. Толщину пленки корректируют регулировкой последнего межвалкового зазора автоматически по сигналу бесконтактного измерительного устройства 5, осуществляющего непрерывный контроль толщины. Отформованное в каландре пленочное полотно 11 поступает на охлаждающие барабаны 4, где осуществляются охлаждение и термическая стабилизация. Окончательное охлаждение осуществляется на барабанах 6, откуда пленка через счетчик метража 7 и ширительное устройство 8 тянущим устройством 9 подается на приемно-намоточный барабан 10.
Пленка, полученная каландровым методом, обладает продольной
ориентацией, которая обеспечивается за счет превышения линейной скорости
отбора охлажденной на барабане 4 пленки над окружной скоростью последнего валка
каландра на 30-100%. Поэтому прочность при растяжении в продольном направлении
пленок на 10-20% выше прочности в поперечном
направлении. В области отбора от каландра с помощью дополнительных вытяжных
устройств удается растянуть пленку до 500% от ее первоначальной дайны.
Каландровый метод получения пленок более дорогой, чем методы полива раствора и экструзия расплава полимеров.
Каландровым методом получают главным образом пленки и листы из ПВХ: так перерабатывается почти половина производимого во всем мире ПВХ, что объясняется наименьшей вероятностью тепловой деструкции полимера при каландрировании.
Строганием заготовок производят пленки главным образом из ФП и целлулоида. Из этих полимеров первоначально прессуют цилиндрические заготовки. На специальных установках их вращают вокруг своей оси и срезают профильным ножом пленочное полотно. Полученные толстые пленки раскатывают в тонкие на особых прокатных станках.
Способы получения основных пленок, применяемых в упаковке, приведены в табл. 4.11.
Теоретически во всех случаях аморфной или кристаллической структуры полимеров их макромолекулы должны быть термодинамически равновесны и находиться в наиболее выгодном положении.
Для аморфных полимеров это рыхлый клубок, размер которого тем больше, чем больше молекулярная масса и чем более жесткой является макромолекула. Жесткая полярная макромолекула характеризуется большими размерами элементарного звена — сегмента, в ней при общей заданной длине (молекулярной массе) число сегментов меньше, чем в гибкой неполярной молекуле с короткими сегментами. Макромолекулярные клубки переплетаются, образуют своеобразную пространственную сетку. Узлами этой сетки являются либо зацепления, переплетения макромолекул, либо области ближнего порядка, где сегменты соседних макромолекул плотно прилегают друг к другу и удерживаются силами межмолекулярного взаимодействия.
Таблица 4.11
Способы производства полимерных пленок (ПВ — промышленный выпуск, В — возможный способ получения, Н — неприменимый для данного полимера способ)
|
Условное обозначение пленки |
Экструзия расплава |
Полив на подложку |
Каландрирование |
Строгание |
|||
|
рукавные |
плоские |
раствора |
дисперсии |
мокрое формование |
|||
|
ц |
Н |
Н |
Н |
Н |
ПВ |
Н |
Н |
|
ДАЦТАЦ, АБЦ, ЭЦ |
ПВ |
В |
ПВ |
Н |
В |
В |
Н |
|
ГХК |
Н |
Н |
ПВ |
В |
Н |
В |
Н |
|
ПЭ |
ПВ |
ПВ |
Н |
Н |
Н |
Н |
Н |
|
ПП |
ПВ |
ПВ |
Н |
Н |
Н |
Н |
Н |
|
ПВХ мягкий |
ПВ |
ПВ |
ПВ |
В |
Н |
ПВ |
Н |
|
ПВХ жесткий |
в |
в |
ПВ |
В |
Н |
Н |
Н |
|
пвдх |
ПВ |
ПВ |
Н |
Н |
Н |
Н |
Н |
|
пвс |
в |
В |
ПВ |
Н |
Н |
Н |
Н |
|
ПЭТФ |
В |
ПВ |
Н |
н |
Н |
Н |
н |
|
ПК |
ПВ |
ПВ |
ПВ |
н |
Н |
Н |
н |
|
ПС |
в |
ПВ |
В |
н |
Н |
В |
н |
|
ПА |
в |
ПВ |
Н |
н |
Н |
Н |
н |
|
АПА |
в |
В |
ПВ |
н |
И |
Н |
н |
|
ПФО |
в |
В |
ПВ |
н |
Н |
В |
н |
|
ПСУ |
Н |
н |
ПВ |
н |
Н |
н |
н |
|
ПВФ |
в |
ПВ |
В |
н |
Н |
н |
н |
|
ФП |
Н |
н |
н |
В |
Н |
н |
ПВ |
|
пм |
Н |
н |
ПВ |
н |
Н |
н |
н |
У кристаллических полимеров наиболее выгодная и часто встречающаяся форма кристаллов — сферолитная. Сферолиты представляют собой сферически-симметричное полукристаллическое образование, состоящее из большого числа отдельных кристаллов. При свободном росте они принимают форму шара. Молекулярные цепи в них уложены почти перпендикулярно радиусу. Внутри сферолитов имеются области как с упорядоченной, так и с аморфной структурой. Одна макромолекула может проходить через несколько кристаллов, связывая их между собой (так называемые проходные макромолекулы). Между отдельными кристаллами или кристаллическими областями существуют аморфные зоны с рассмотренной выше пространственной сеткой и узлами.
Ориентацией называют процесс вытяжки и упорядоченного расположения цепей макромолекул полимеров под воздействием силового и теплового полей.
Благоприятные условия для образования ориентированных структур макроцепей создаются в случае, если подвижность их сегментов достаточна для ориентации, а большинство узлов зацеплений не будет разрушено. Если подвижность сегментов очень велика, а скорость деформирования мала, то распрямляемые цепи будут выходить из зацеплений с соседями и дезориентироваться (см. рис. 4.24, в, г).
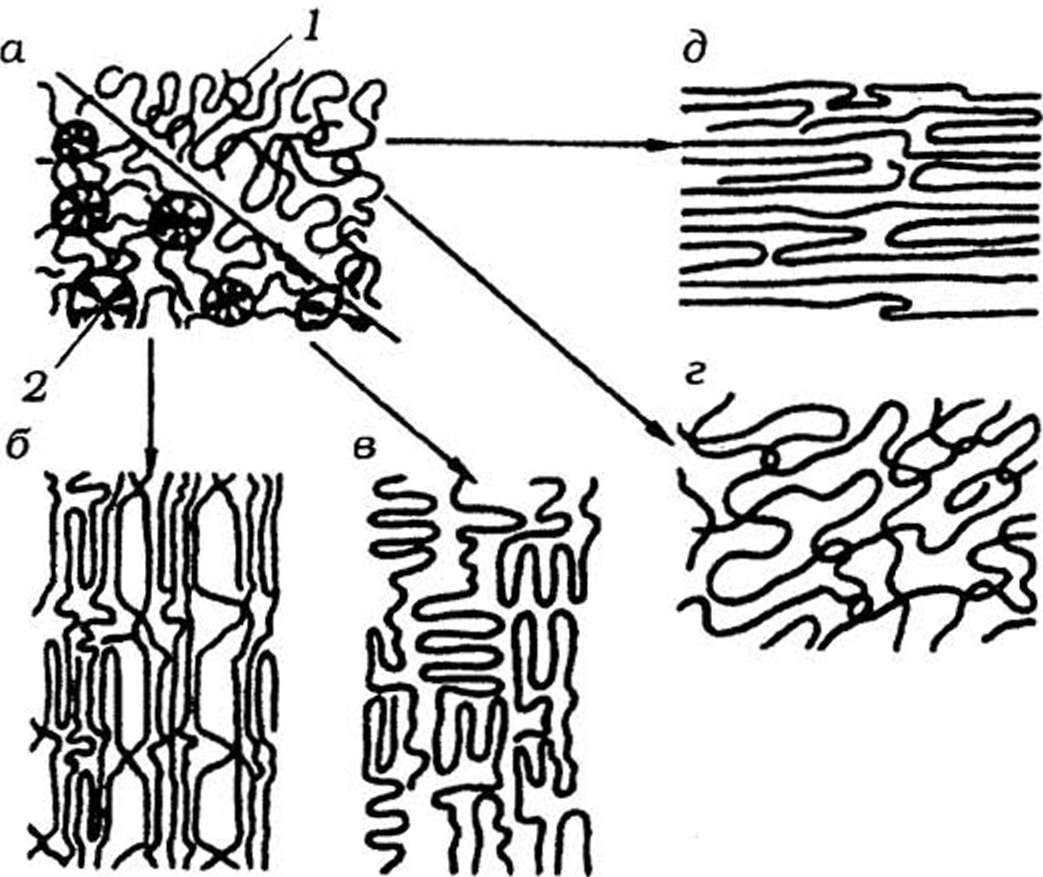
Рис. 4.24. Схема образования различных структур при ориентации полимера: 1 — аморфный полимер; 2 — кристаллический; а - неориентированное состояние; б-r — ориентированное
При ориентации кристаллического полимера происходит разрушение сферолитов с рекристаллизацией — образованием ориентированной фибриллярной структуры (рис. 4.24, б). Фибриллу можно представить в виде длинной нити образований надмолекулярного уровня с чередующимися кристаллическими и аморфными участками. Кристаллиты занимают 60-80% длины фибриллы.
В зависимости от степени совершенства ориентации макромолекул в образующейся структуре полимера образцы из него будут иметь различные физико-механические характеристики. При увеличении степени ориентации значительно возрастает прочность полимеров (рис. 4.25).
Различают одноосную и двухосную ориентацию. Одноосноориентированный полимер имеет высокие механические характеристики в направлении ориентации и пониженные в по-
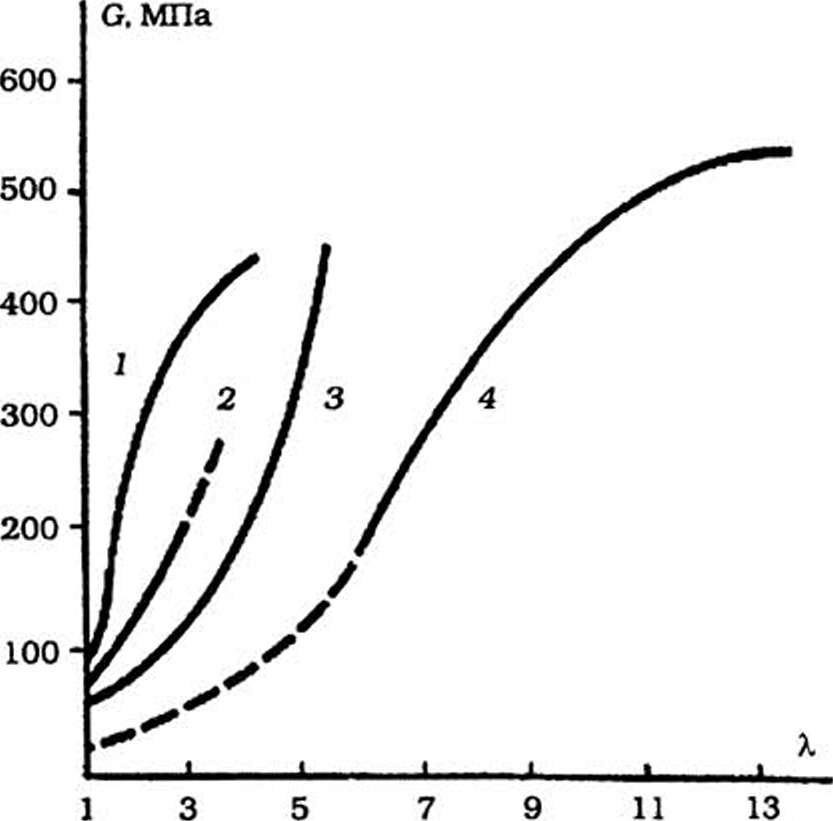
Рис. 4.25. Зависимость прочности при разрыве полимеров от степени вытяжки при ориентации: 1 — жесткоцепные (полиимиды); 2 — средней жесткости (полистирол); 3 — средней жесткости (полиэтилентерефталат); 4 — гибкоцепные (полиэтилен)
перечном направлении. При двухосной ориентации возникает плоскостно-ориентированная структура расположения макромолекул, способствующая изотропии свойств полимера в плоскости ориентации.
На практике ориентацию осуществляют методом вытяжки с нагревом — деформированием пленок в одном или двух направлениях.
Нагрев аморфных полимеров осуществляют до температуры Та, эмпирически определяемой из неравенства
(4.60)
Для кристаллических полимеров температура нагрева Тк
(4.61)
Одноосную ориентацию проводят методом одноосной вытяжки. Различают непрерывную одноосную вытяжку растяжением предварительно сформованных заготовок пленки при по мощи тянущих или сдавливающих валков, а также периодическую — с помощью специальных зажимов — клуппов (рис. 4.26).
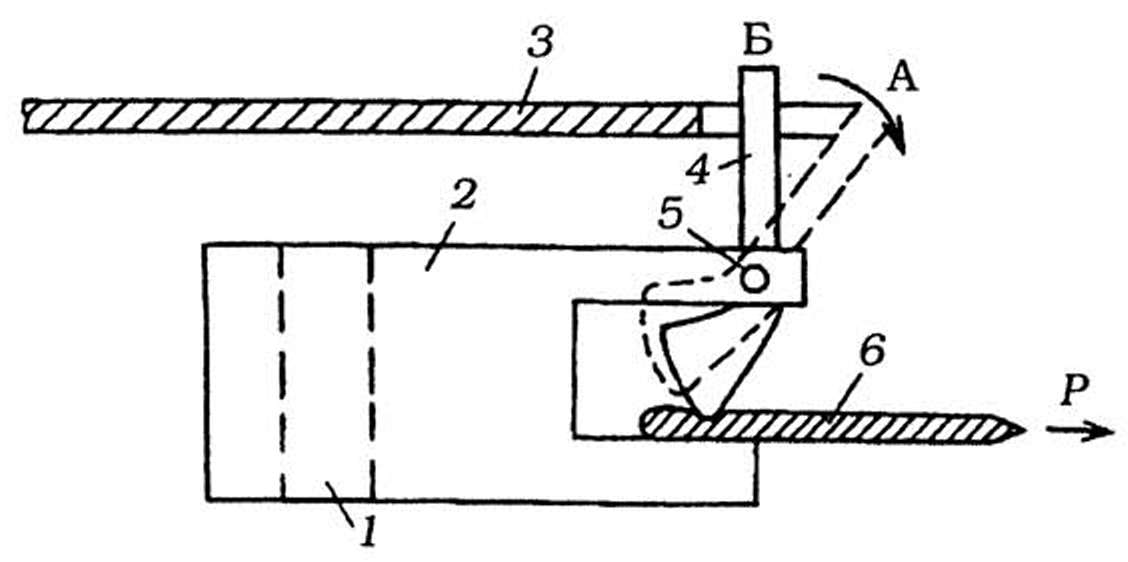
Рис. 4.26. Устройство клуппа: 1 - отверстие для крепления к движущейся цепи; 2 — корпус; 3 — упор-толкатель поворота язычка; 4 — язычок; 5 — вал; 6 — растягиваемая зажатая пленка; Р — сила сопротивления растяжению пленки (А-позиции язычка до зажатия пленки, Б — после)
Двухосную ориентацию осуществляют методом двухосной вытяжки. Двухосную вытяжку подразделяют на последовательную, или раздельную, и одновременную. При последовательной, или раздельной, двухосной вытяжке одноосно ориентированную пленку еще раз растягивают в перпендикулярном направлении. В случае одновременной двухосной вытяжки изотропную неориентированную плоскую пленку растягивают одновременно в двух взаимно перпендикулярных направлениях, а рукавную пленку растягивают и раздувают одновременно.
Технологическая схема производства ориентированных пленок приведена на рис. 4.27. Полученная методом экструзии расплава полимера через плоскощелевую формующую головку широкая пленка 6 проходит вблизи электрода высокого напряжения 7, приобретая электрический заряд, противоположный заряду поверхности охлаждающего барабана 8, плотно прижимается электростатическими силами к его поверхности и охлаждается. Охлажденная пленка 9 поступает в агрегат одноосной (продольной) ориентированной вытяжки 12 с линейной скоростью ult где валками 10 удерживается от возможного проскальзывания, а нагревательными валками 11 в зоне предварительного подогрева I разогревается. В промежутке между двумя ориентирующими валками 13 пленка дополнительно разогревается нагревателем 14 до температуры Та или Тк и растягивается за счет того, что линейная скорость v2 охлаждаемых валков 15 выше, чем Uj. Охлажденная одноосно- ориентированная пленка J 7 прижимными валками 16 транспортируется из агрегата 12 и может поступать либо на намоточное устройство и отгружаться на реализацию, либо на последовательную двухосную ориентацию.
Пленки из кристаллических полимеров после ориентации проходят стадию термофиксации. Для этого на дополнительных валах осуществляют интенсивный быстрый прогрев пленки для ускорения кристаллизации с сохранением ориентированной структуры. Такие ориентированные и термофиксированные пленки обладают пониженной усадкой.
В случае последовательной двухосной ориентации одноосно-ориентированная пленка 17 через компенсатор 18, в котором сглаживаются возможные колебания скорости подачи
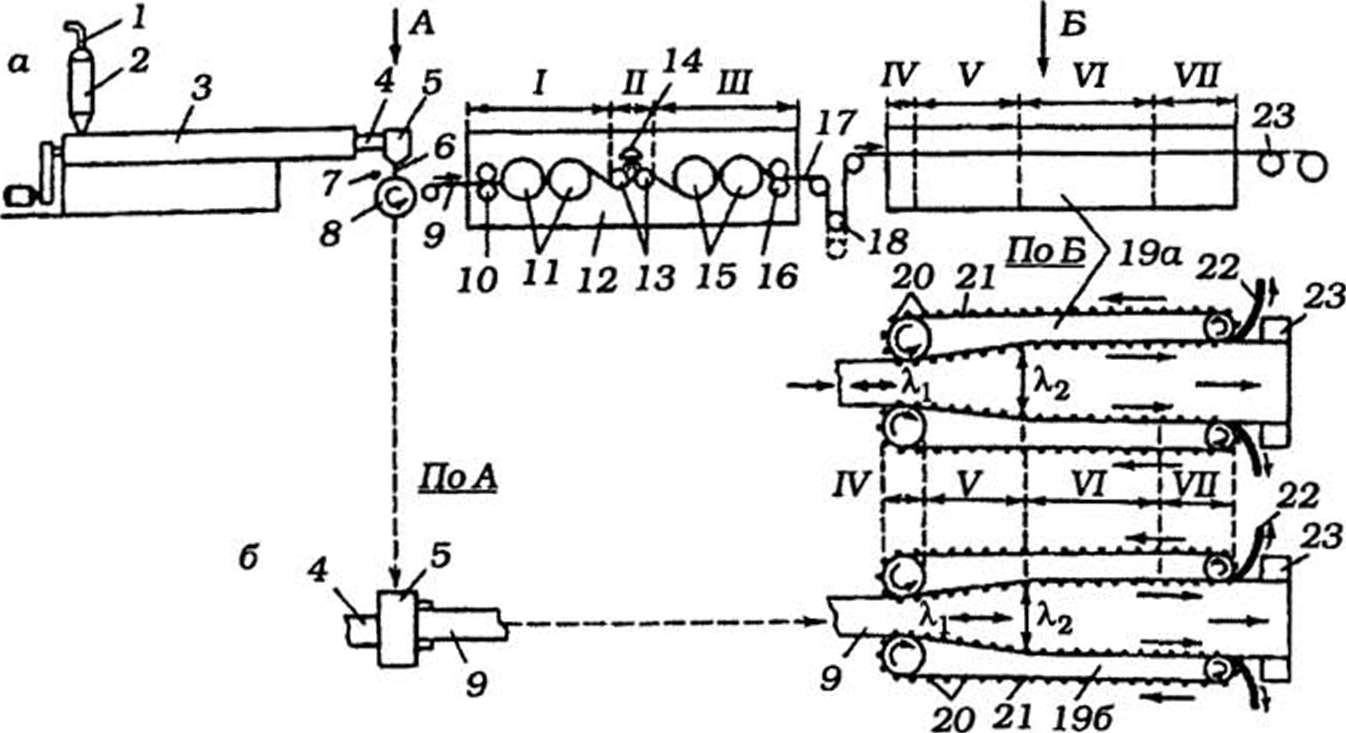
Рис. 4.27. Схема одноосной раздельной (а) и одновременной двухосной (б) ориентации плоской пленочной заготовки: 1 —патрубок пневмотранпорта; 2 — бункер; 3 — экстру дер; 4 — переходник (либо насос); 5 - щелевая головка; 6 — пленочный расплав; 7 — электрод электростатического прижима пленки; 8 — охлаждающий, формующий барабан (стрелка — направление вращения барабана); 9 — изотропная пленка; 10, 16 — прижимные валки;
— нагревательные, медленно вращающиеся валки;
— агрегат для продольной (одноосной) ориентации;
13 — ориентирующие валки; 14 — нагреватель; 15 — быстровращающиеся охлаждаемые валки; 17 — одноосно-ориентированная пленка; 18 — компенсатор; 19 а — агрегат для поперечной (двухосной) ориентации; 19 6 — агрегат одновременной двухосной ориентации; 20 - клуппы (зажимы); 21 — движущаяся непрерывная цепь; 22 — кромка обрезанной пленки; 23 — устройство для намотки пленки. Зоны: I — подогрева; II — одноосной ориентации; III — охлаждения с релаксацией; IV— подогрева; V— ориентации; VI — термофиксации; VII — охлаждения; Х1 — степень вытяжки подлине, Х2 — по ширине пленки
/V предварительно нагревается, в последующей зоне Vдополнительно разогревается до температуры Та или Тк и одновременно растягивается по ширине. После зоны Удвухосно-ориентированная пленка из аморфных полимеров охлаждается на открытом воздухе в зоне VI, а из кристаллизующихся полимеров поступает в зону термофиксации, где происходит кристаллизация. После охлаждения в зоне VII на выходе из агрегата 19а края пленки 22, освобожденные от клуппов, обрезаются и в виде отходов идут на переработку. Оставшаяся плоская двухосно-ориентированная пленка с минимальной разнотолщинностью наматывается на барабан намоточного устройства 23.
Агрегат 196 для одновременной двухосной ориентации пленок имеет более сложную конструкцию. Изотропная пленка 9 поступает в зону предварительного нагрева IV. Затем в зоне V она разогревается до температуры Та или Тк и одновременно вытягивается по ширине за счет движения зажимов по направляющим и по длине за счет увеличения расстояния между соседними зажимами. В этом случае зажимы вытягивают пленку в двух направлениях. Остальные операции аналогичны операциям последовательной двухосной ориентации.
Ориентация рукавной экструзионной пленки осуществляется непрерывно по мере ее экструзии. Для этого после получения сложенного рукава пленка вновь разогревается и либо последовательно раздувается и растягивается, либо это происходит одновременно. Наиболее распространен способ последовательной ориентации.
Степень вытяжки при ориентации определяют величиной относительного удлинения еор:
(4.62)
где Iq — исходная длина образца; ^ — длина образца после вытяжки.
Часто степень вытяжки определяют значением кратности
вытяжки А. Для случая продольной вытяжки:
(4.63)
При двухосной ориентации значение поперечной вытяжки Х2 рассчитывают как отношение ширины полотна после поперечной ориентации к исходной ширине.
Относительная скорость деформирования vop связана с размерами рабочего участка вытягиваемого образца, степенью вытяжки и временем деформирования £
(4.64)
В зависимости от типа полимера, способа вытяжки, конструктивных особенностей оборудования существуют предельно допустимые значения Л1р, выше которых пленки разрушаются, и оптимальные, рекомендуемые значения Х1 одноосной вытяжки для последующей двухосной, а также степеней вытяжки при одновременной двухосной ориентации при = Х2 (табл. 4.12). Поскольку в случае одновременной двухосной ориентации деформирование происходит в обоих направлениях, то и
Таблица 4.12
Предельные (разрывные) значения Х1р и рекомендуемые значения степеней одноосной вытяжки ^ для последующей двухосной, а также для одновременной двухосной вытяжки Х1 = Х2 различных полимерных пленов
|
Полимер |
Ч |
|
л, = л2 |
|
ПЭВП |
15-17 |
5-7 |
5 |
|
ПЭНП |
14-16 |
7-8 |
|
|
ПП |
13-17 |
6-8 |
6 |
|
ПЭТФ |
6-7 |
4 |
4,5 |
|
ПС |
4-6 |
3 |
3,5 |
|
П |
5-6 |
3,5-4 |
3,5 |
|
ПМ |
3,5-4 |
1,5-2 |
1,5 |
|
ПММА |
2.2-2,5 |
1,8-2 |
1,5 |
Таблица 4.13
Влияние ориентации на физико-механические свойства полимерных пленок
|
|
Разрушающее |
Относительное |
|
Пленка |
напряжение при |
удлинение |
|
|
растяжении, МПа |
при разрыве, % |
|
П о ли эт ил ен те ре фтал атн ая |
|
|
|
неориентированная |
42 |
500 |
|
двухосно-ориенгированная |
175 |
130 |
|
одноосно-ориентированная |
525 |
7 |
|
По/нети рольная |
|
|
|
неориентированная |
35-60 |
1,0-3,5 |
|
двухосно-ориенгированная |
105-126 |
60 |
|
Полипропиленовая |
|
|
|
неориентированная |
40-50 |
50-70 |
|
двухосно-ориенгированная |
200-120 |
76-20 |
уровень ориентации цепей достигается быстрее, т. е. при меньшей величине = ^ чем при одноосной ориентации.
Применительно к упаковке ориентация полимерных пленок решает две важнейшие задачи:
значительное повышение эксплуатационных свойств;
создание термоусадочных пленочных материалов.
В результате двухосной ориентации прочность пленок повышается в 3-4 раза, при одноосной — более чем в 10 раз (табл. 4.13), возрастает морозостойкость. Так, морозостойкость двухосно-ориентированной ПП-пленки составляет от -40°С до -60°С, а неориентированной — от -15°С до -25°С. У ориентированных пленок на 3-50% снижается паро-, водо- и газопроницаемость, повышается стойкость к термоокислительному старению.