5.1. Технология комплектовки книжных блоков
5. Изготовление книжных блоков
Под изготовлением книжных блоков подразумеваются две операции — комплектовка блоков и их скрепление, но это ключевые, важнейшие в технологии брошюровочно-переплетных процессов операции, так как качество их выполнения в наивысшей степени определяет главные потребительские свойства изданий книжного типа: удобство пользования и требуемую долговечность.
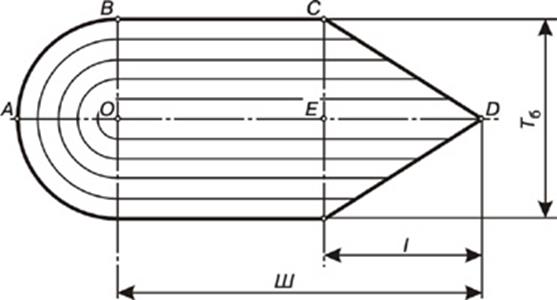
Комплектовка блоков вкладкой (тетрадь в тетрадь) применяется при изготовлении малообъемных книжных изданий — «тонких» журналов различного читательского назначения, книг для детей дошкольного и младшего школьного возраста, технологических инструкций на отдельные операции, различных документов (членских билетов, зачетных книжек и т.п.) и беловых товаров. Объем таких изданий и изделий обычно не превышает 128 страниц, а толщина блока — 6,5 мм. Толщину книжного блока при комплектовке вкладкой ограничивают потому, что ширина наружных долей бумажного листа после обрезки блока или издания при сгибании внутренних долей по радиусу R (рис. 5.1) уменьшается на величину l, пропорциональную толщине блока:
|
|
(5.1) |
где Ш — ширина блока до обрезки, мм; Тб — толщина блока, мм.
|
|
|
Рис. 5.1. Схема смещения наружных тетрадей при комплектовке блоков вкладкой: Ш — ширина внутренней тетради; Тб — толщина блока; l — величина сдвига передней кромки наружной тетради |
В готовой продукции это приводит к значительному уменьшению корешковых полей на
внутренних листах, так как даже при условии плотного прилегания в тетрадях и
точной фальцовке при толщине блока 5-6,5 мм передние кромки долей листа и полос
набора у наружных листов тетрадей смещаются на 4-5 мм, что, безусловно, снижает
уровень качества книжных изданий, но вполне допустимо в производстве беловых
товаров — еженедельников, общих тетрадей и др.
5.1. Технология комплектовки книжных блоков
Комплектовка блоков вкладкой и подборкой производится вручную, на вкладочно-швейных машинах, на вкладочно-швей но-резальных агрегатах и на подборных машинах, причем при изготовлении изданий в обложке комплектовка вкладкой всегда сочетается с крытьем обложкой.
5.1.1. Ручная комплектовка вкладкой
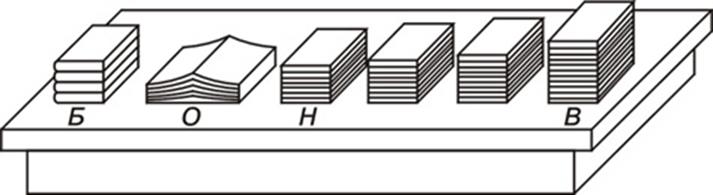
На малых полиграфических предприятиях при сменной загрузке цеха на операции комплектовки блоков до 18-20 тыс. трехсгибных тетрадей комплектовку вкладкой с крытьем блоков обложкой сможет выполнить один рабочий. Ручная комплектовка книжных блоков вкладкой осуществляется на горизонтальном столе после предварительной проверки стоп тетрадей по норме и сигнатурам пересыпкой их «на веер». Стопы тетрадей располагают с правой стороны стола начальными страницами с сигнатурой вниз, верхними краями к себе и корешками влево (рис. 5.2).
|
|
|
Рис. 5.2. Схема расположения тетрадей и блоков при ручной комплектовке блоков вкладкой: В — стопа внутренних тетрадей; Н — стопа наружных тетрадей; О — стопа обложек; Б — стопа скомплектованных блоков |
Первой справа укладывается стопа внутренних тетрадей, а последней слева — стопа
наружных тетрадей. Левее стопы наружных тетрадей укладывается стопа обложек.
Для удобства работы стопы тетрадей и обложек делают разной высоты так, чтобы
каждая стопа слева была на 1-1,5 см ниже правой. Высота правой стопы не должна
превышать 20 см, иначе она при неосторожном движении может рассыпаться. Стопу
сфальцованных обложек укладывают в развернутом виде сгибами кверху и верхними
краями к себе, так как в сфальцованном виде обложки невозможно уложить сравнительно
высокой стопой и трудно отделять по одной в процессе крытья.
При работе брошюровщик правой рукой отделяет верхнюю тетрадь крайней правой стопы и одновременно левой рукой раскрывает верхнюю тетрадь соседней стопы, расположенной слева, после чего вталкивает внутреннюю тетрадь блока в наружную. Затем движения рук повторяются: правой рукой часть скомплектованного блока вталкивается в следующую, раскрытую левой рукой тетрадь третьей стопы и т.д., а весь блок — в раскрытую левой рукой обложку. Скомплектованный и покрытый обложкой блок укладывается на левом краю стола. Когда высота стопы скомплектованных блоков достигнет удобной для дальнейшей обработки величины, ее тщательно сталкивают сначала по верхнему краю, а затем и на корешок и укладывают на соседний рабочий стол проволокошвейной машины или в фуры для отправки на последующие операции или на склад полуфабрикатов.
При изготовлении изданий в переплетной крышке технология комплектовки блоков вкладкой аналогична, но сам процесс комплектовки заканчивается вкладыванием частей блоков в наружные тетради с приклеенными с двух сторон форзацами и окантованными корешками.
5.1.2. Ручная комплектовка подборкой
Ручная комплектовка книжных блоков подборкой при малом числе тетрадей в блоках, как и при комплектовке вкладкой, выполняется на горизонтальном столе. Перед укладкой на стол рабочий контролирует качество поступающих полуфабрикатов, отбраковывая загрязненные и поврежденные тетради; на корешках или на верхних краях стопы последних тетрадей блока обязательно наносится метка цветным карандашом, чтобы облегчить разделение скомплектованных блоков перед их скреплением. Эта метка может являться также меткой исполнителя, если комплектовку выполняют два рабочих и более.
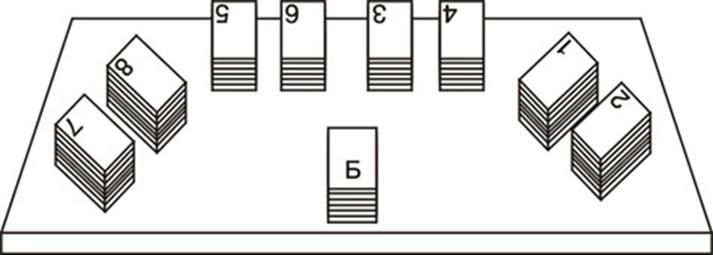
Если в блоке не более 8 тетрадей, то стопы тетрадей располагают на столе попарно, на равном расстоянии от рабочего места исполнителя, корешковыми сгибами вправо и верхними краями к себе, в порядке, указанном на рис. 5.3. Комплектовку блоков начинают с последней тетради, укладывая ее правой рукой на столе перед собой, после чего левой рукой укладывают на нее предпоследнюю тетрадь. Далее процесс комплектовки повторяется, пока стопа скомплектованных блоков не достигнет высоты, удобной для последующей обработки.
|
|
|
Рис. 5.3. Схема укладки стоп тетрадей при комплектовке подборкой малообъемных блоков: 1-8 — стопы тетрадей; Б — стопа скомплектованных блоков
|
Если число тетрадей в изданиях более 8, то на рабочем столе устанавливается подставка высотой 10 см, чтобы стопы тетрадей можно было укладывать в два ряда на разной высоте. В первом, дальнем от рабочего, ряду на подставке укладывают стопы тетрадей первой половины блока, размещая их слева направо. Во втором, ближнем, ряду укладывают стопы тетрадей второй половины блока справа налево.
Комплектовку блоков начинают с последней тетради, накладывая их на ладонь левой руки или на картонную заготовку соответствующего формата и перемещаясь вдоль стола слева направо и справа налево. За один прием рабочий набирает несколько блоков стопой такой высоты, которая удобна ему в работе.
Если число тетрадей в книжных изданиях более 20, то рабочий стол целесообразно делать П-образным. В этом случае рабочий может выполнять комплектовку сидя на винтовом стуле. При так называемой бестетрадной технологии, когда книжные блоки могут состоять из нескольких десятков листов форматов А4 или А5, на рабочем столе устанавливают двух- или трехъярусную полку с ячейками, в которых можно уложить по нескольку сотен оттисков.
После комплектовки стопы ее сталкивают по верхнему торцу и на корешок, контролируют правильность комплектовки по корешковым меткам, после чего укладывают на соседний стол машины швейного или бесшвейного скрепления блоков. На средних и крупных предприятиях скомплектованные блоки укладывают стопами высотой до 30 см в фуры с откидными полками или на полку каретки подвесного транспортера.
5.1.3. Машинная комплектовка блоков
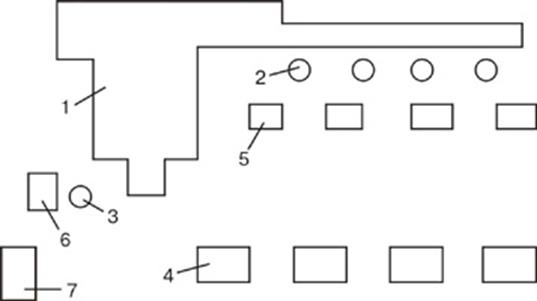
На средних и крупных полиграфических предприятиях комплектовку блоков вкладкой производят на вкладочно-швейных машинах и на вкладочно-швейно-резальных агрегатах (ВШРА), а комплектовку подборкой — на подборочных автоматах. Вкладочно-швейные машины (рис. 5.4) обслуживают от трех до семи рабочих: машинист и накладчики по числу деталей в издании.
|
|
|
Рис. 5.4. Схема организации рабочих мест при работе на вкладочно-швейной машине: 1 — вкладочно-швейная машина; 2 — накладчики; 3 — машинист; 4 — фуры с тетрадями и обложками; 5 — рабочие столы; 6 — стол для приемки и контроля качества продукции; 7 — фура для готовой продукции |
При подготовке вкладочно-швейной машины к работе машинист выполняет переналадку транспортера и швейной секции и устанавливает личный штамп. Накладчики распаковывают пачки сфальцованных тетрадей и обложек, проверяют корешковые метки, нормы и сигнатуры тетрадей, отбраковывают поврежденные тетради и обложки. При работе машины накладчики раскрывают тетради и обложки посередине и накидывают их на цепь постоянно движущегося транспортера. Так как с увеличением числа одновременно накидываемых вручную деталей число ошибок в работе накладчиков возрастает, то скорость работы машины устанавливается с учетом числа накладов: от 78 цикл/мин при минимальном числе накладов до 62 цикл/мин при максимальном их числе.
При работе на ВШРА изменяются требования к качеству поступающих тетрадей, состав и круг обязанностей обслуживаю щей агрегат бригады. Тетради, поступающие на переработку в агрегате, должны иметь шлейф (припуск по ширине величиной 8-10 мм), который позволяет самонакладам перед укладкой тетрадей на сборочный транспортер раскрывать их посередине; для стабильности работы самонакладов тетради должны быть хорошо обжаты, иметь коэффициент спрессованности в пределах 0,90-0,96. Так как один накладчик, в зависимости от объема тетрадей, может обслужить от 4 до 5 самонакладов, то их число в бригаде не превышает двух. Накладчики подготавливают тетради и обложки к загрузке в магазины самонакладов, загружают магазины и следят за своевременным их пополнением. Из-за высокой скорости работы ВШРА (120-330 цикл/мин) заключительные операции (приемку, контроль качества и укладку продукции в стопы для упаковки) выполняет приемщик. В обязанности машиниста входят организация работы бригады, переналадка агрегата при смене заказа и наблюдение за его работой.
Подборочные автоматы получили широкое распространение на средних и крупных полиграфических предприятиях, выпускающих книжные издания среднего и большого объемов. Они состоят из 12, 18, 24 или 30 станций, сборочного транспортера и приемно-выводного устройства. Некоторые модели подборочных машин, например 891W (фирма «Шталь-Бремер», Германия), имеют двойную приемку — выклад блоков на противоположные от продольной оси машины стороны. Это позволяет обрабатывать (при увеличении скорости сборочного транспорте ра вдвое) одновременно два различных издания и полнее использовать технологические возможности подборочного автомата. Модели 891D снабжаются швейными секциями, то есть являются подборочно-швейными автоматами, позволяющими шить проволокой втачку книжные блоки толщиной до 20 мм.
Подборочные автоматы весьма трудоемки в обслуживании: машину с 30 станциями обслуживают 12 рабочих: машинист, помощник машиниста, шесть накладчиков, три приемщика и подсобный рабочий для развязывания пачек тетрадей и подноса тетрадей на рабочий стол машины. Из-за малого расстояния между станциями устанавливать поддоны, фуры или рабочие столы для подготовки тетрадей перед загрузкой магазинов самонакладов близ каждого рабочего места накладчика не представляется возможным. В связи с этим примерно в полуметре от станций устанавливается один длинный стол, разделенный перегородками на узкие отсеки.
При подготовке автомата к работе расстояние между стенками магазинов устанавливается в соответствии с высотой тетрадей и с зазором в 3-4 мм, чтобы обеспечить свободный вывод тетрадей на сборочный транспортер. В самонакладах зазоры между губками выводных щипцов регулируются на толщину тетрадей.
Перед загрузкой самонакладов накладчики проверяют нормы и сигнатуры тетрадей, отбраковывают поврежденные тетради и укладывают их вертикальными стопами в магазины самонакладов в соответствии с их расположением в книжном блоке (рис. 5.5, а), первыми страницами с нормой и сигнатурой вверх, корешками к сборочному транспортеру и нижними краями по направлению его движения. В начале работы подборочного автомата на приемном столе оказываются блоки с неполным комплектом тетрадей, которые накладчики разбирают на тетради и раскладывают в соответствующие магазины. Приемщик оценивает качество скомплектованных блоков по корешковым меткам и укладывает их стопой высотой до 30 см в фуры или на транспортер, отправляющий их на операцию скрепления. На крупных полиграфических предприятиях подборочные автоматы агрегатируют с автоматами клеевого бесшвейного и швейно-клеевого скрепления, поэтому визуальный контроль скомплектованных блоков отсутствует.
5.1.4. Организация труда при различной загрузке
подборочных машин
Годовая производительная мощность и рентабельность применения подборочных автоматов зависят от полноты загрузки станций. Если на подборочной машине с 30 станциями комплектуются книжные блоки, состоящие из 16 тетрадей (с числом тетрадей n = Nc/2 + 1, где Nc — число станций), то технологические возможности машины используются лишь на 53,3%. При уменьшении числа тетрадей в блоках до 26-16 возникают и организационные трудности, так как норма обслуживания машины при числе станций до 24 предусматривает сокращение обслуживающего персонала на одного помощника машиниста, одного приемщика и по одному накладчику на каждые пять пустующих станций. Этих рабочих необходимо обеспечить временной работой в цехе, соответствующей их профессии и квалификации.
Если n = Nc/2 и n = Nc/3, то одновременно можно комплектовать два и три блока за один цикл (рис. 5.5, б). В случае применения машин типа 891W (фирма «Шталь-Бремер», Германия) с двусторонней приемкой загрузка магазинов тетрадями разных изданий выполняется по схеме рис. 5.5, в.
|
|
|
|
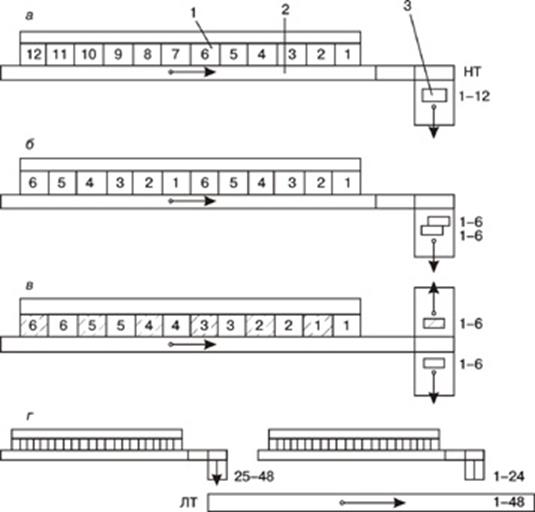
Простые расчеты показывают, что при самых неблагоприятных условиях, когда общее число тетрадей в блоках обоих изданий n1 + n2 = (3Nc + 6)/4, технологические возможности подборочной машины используются полнее на 25%. Комплектовка двух разных заказов на одной подборочной машине требует четкой организации на рабочих местах накладчиков и на приемных устройствах, при которой исключалось бы попадание в блоки тетрадей другого заказа. Машины с двусторонней приемкой можно загружать по схеме рис. 5.5, в и тетрадями одного издания, но производительность их при этом не удваивается, а возрастает на 40%, так как при удвоении скорости сборочного транспортера максимальную техническую скорость машины необходимо снижать на 30%.
Если объем блока превышает число станций подборочной машины на одну или две тетради, то их целесообразно накладывать вручную на стол сборочного транспортера за последующей станцией машины. Если число тетрадей в блоке значительно превышает число станций в машине, то две части блока можно комплектовать раздельно и затем соединять их вручную. Разумеется, такую организацию труда можно применять лишь в единичных случаях, так как промежуточное складирование частей блоков и их соединение требуют значительных трудовых затрат и повышают вероятность брака. В производстве многообъемных рекламных изданий крупных торговых фирм, а также справочников, словарей, энциклопедических изданий число тетрадей в блоках может значительно превышать 30. В таких случаях комплектовку блоков можно производить одновременно на двух подборочных машинах, соединенных ленточным транспортером по схеме рис. 5.5, г. Так как за последние десятилетия ведущие машиностроительные фирмы значительно повысили надежность работы подборочных машин, то на машинах, поставляемых по специальным заказам, можно комплектовать блоки практически любого объема за один прием.
5.1.5. Факторы, влияющие на производительность
комплектовки блоков
Производительность подборочных машин зависит от скорости их работы, числа загруженных станций, качества подготовки тетрадей и числа сложных тетрадей в блоке.
Число станций в машине. С увеличением числа станций в машине и числа загруженных станций вероятность отказа и число остановок из-за неподачи тетрадей, подачи сразу двух тетрадей и по другим причинам повышается, а часовая и сменная производительность (и годовая производительная мощность) уменьшается. Эффективность работы оборудования можно оценивать в сравнении с работой других видов машин или при иных условиях эксплуатации по коэффициентам технического использования
|
|
(5.2) |
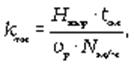
где Нвыр — норма выработки, блоков (ударов)/ч; tсм — продолжительность смены, ч/см; vp — скорость работы оборудования, цикл (ударов)/мин; Nм/ч — число минут в часе.
Расчеты, выполненные по этой формуле, показывают, что при двукратном увеличении числа станций (от 12 до 24) из-за вынужденных остановок машин при комплектовке блоков среднего формата kти снижается с 0,833 до 0,776, а суммарное время простоя при устранении неполадок возрастает с 16,7 до 22,4%. При большом числе станций в машине машинист не успевает устранять неполадки в машине, поэтому в бригаду включается помощник машиниста.
Качество подготовки тетрадей. Плохо обжатые при прессовании и обвязке стопы тетради, а также склеенные, деформированные и поврежденные тетради вызывают частые остановки машины, понижают коэффициент технического использова ния и сменную производительность оборудования.
Формат тетрадей. При комплектовке блоков большого формата вероятность остановок подборочной машины из-за низкого качества подготовки тетрадей возрастает, поэтому с увеличением числа станций в машинах от 12 до 24 потери сменной производительности , по сравнению с комплектовкой блоков средних форматов, составляют от 4,7 до 8,5%, для 30-станционных машин — 8,9%.
Число сложных тетрадей в блоке. Наличие сложных тетрадей в блоках (иллюстраций, печатаемых отдельно от текста и дробных частей листа), особенно приклеек и накидок, повышает вероятность склейки тетрадей, их различия по толщине и деформации и, как следствие, увеличения числа остановок подборочной машины в процессе комплектовки блоков. Каждая сложная тетрадь (без учета тетрадей с форзацами) снижает сменную производительность комплектовки примерно на 0,5%.
5.1.6. Контроль качества комплектовки
В процессе работы на подборочной машине за качество скомплектованных блоков несут ответственность все члены бригады. Накладчики следят за соответствием укладываемых в магазины тетрадей данному заказу, наличием форзацев и вклеек, отсутствием перевернутых, грязных и поврежденных тетрадей; на каждую укладываемую в магазин стопу на корешковом или на верхнем сгибе тетрадей ставят индивидуальные метки цветным карандашом. Приемщик контролирует правильность комплектовки блоков по корешковым меткам, в сомнительных случаях сравнивая контролируемый блок с эталонным. Машинист, мастер участка и контрольный мастер периодически оценивают качество поступающих на комплектовку тетрадей и качество скомплектованных блоков по следующим показателям: наличию полного комплекта тетрадей данного издания, отсутствию лишних тетрадей, наличию форзацев и вклеек, правильности взаимного расположения тетрадей в блоке, отсутствию перевернутых, загрязненных, деформированных и поврежденных тетрадей.
Наличие полного числа тетрадей данного издания, расположенных в порядке следования сигнатурных номеров, верхними и корешковыми полями в соответствующие стороны, проверяется визуально по корешковым меткам и сравнением с эталонным экземпляром, подписанным мастером участка. При обнаружении брака дефектные тетради заменяются доброкачественными.