3.4. Прессование, упаковка и складирование тетрадей
3.4. Прессование, упаковка и складирование тетрадей
В книжно-журнальном производстве имеется несколько объектов прессования: прессуют тетради, книжные блоки, корешки блоков и готовые книги. В 50-60-х гг. прессовали также скомплектованные блоки на прессах тяжелого типа или ротационных обжимных станах, справедливо полагая, что если на операцию шитья блоков нитками будут поступать тетради с плохо обжатыми фальцами, то в готовой книге плотного шитья получить невозможно, так как последующие прессования блока, корешка и книги плотность шитья ослабят. Основная цель этих операций — откалибровать тетради и книжные блоки по толщине, которая в пределах одного заказа может быть различной (более чем на 20%) из-за колебаний толщины бумаги и режимов обработки. Прессование повышает качество полуфабрикатов и производительность операций изготовления и обработки блоков, вставки блоков в крышки и штриховки книг, компактность и долговечность книжных изданий.
Прессование и упаковка тетрадей на этапе их изготовления возникли как промежуточные операции между фальцовкой и комплектовкой блоков — для удобства их транспортировки и хранения на складе полуфабрикатов перед передачей на последующие операции. В производстве многообъемных книжных изданий и рекламных газет эти операции необходимы, так как комплектовка блоков не может быть начата до тех пор, пока все листы не будут отпечатаны и сфальцованы, а тетради укомплектованы дополнительными деталями. К сожалению, такое отношение к этим операциям сохранилось и до настоящих дней, тогда как после отказа от прессования скомплектованных блоков перед шитьем основной целью проведения операции прессования стали закрепление деформаций в местах сгибов и обжим тетрадей с целью их калибровки для надежности работы автоматов на последующих операциях, увеличения плотности шитья, компактности и долговечности изданий, тетради которых сшиты термонитями или блоки — потетрадно нитками.
Обжиму и упаковке необходимо подвергать все многообъемные тетради, в первую очередь те, к которым будут приклеиваться дополнительные детали — форзацы, дробные части бумажного листа, иллюстрации, печатаемые отдельно от текста. Односгибные тетради и дополнительные детали книжного блока можно хранить и транспортировать в фурах с решетчатыми стенками и с откидными полками.
3.4.1. Технология прессования и упаковки тетрадей
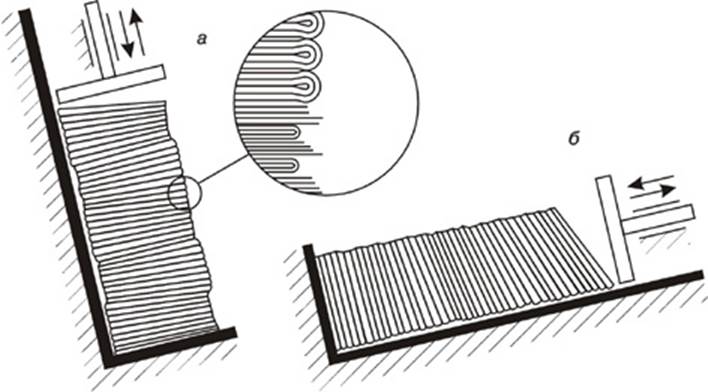
Чтобы обеспечить закрепление деформаций в местах сгибов, многообъемные тетради после фальцовки прессуют в горизонтальных паковально-обжимных прессах типа БПТ-1,5 (Шадринский ЗПМ, Россия) при укладке тетрадей большой стопой корешками и верхними сгибами («головками») в одну сторону (рис. 3.11, б). Число тетрадей в прессуемой стопе регламентируется в основном ее предельно допустимой массой (8 кг) и удобством счета: для средних форматов в каждой стопе должно быть 500 или 600, а для больших форматов начиная с 70*95/16 — 200 16-страничных тетрадей; при вдвое большем объеме тетрадей их число в стопе должно быть вдвое меньшим. При изготовлении изданий повышенного качества, печатаемых на высококаландрированной и мелованной бумаге, число тетрадей в стопе необходимо уменьшить соответственно до 200 и 100, так как из-за высокой гладкости бумаги они рассыпаются при укладке в прессе.
|
|
|
Рис. 3.11. Схема прессования тетрадей: а — на вертикальных паковально -обжимных прессах; б — на горизонтальных паковально-обжимных прессах и приемно-прессующих устройствах |
В прессах вертикального типа, которые широко распространены на отечественных полиграфических предприятиях, стопы тетрадей обычно составляют из пяти-шести приверток по пятьдесят 32-страничных или по сто 16-страничных тетрадей, которые укладывают в прессе корешками и верхними краями в разные стороны, чтобы они не рассыпались (рис. 3.11, а). Тетради на этих прессах выравниваются лишь по одной вертикаль ной стенке, а выполнить требование одинаковой укладки удается лишь при уменьшенной высоте стопы. При укладке тетрадей привертками корешками и верхним краем в разные стороны не обеспечивается должный эффект прессования, так как корешковые и верхние сгибы тетрадей в привертках не имеют необходимого упора в процессе прессования (см. рис. 3.11, а), в связи с тем что толщина торцов смежных приверток в переднем и нижнем краях из-за неплотной затяжки фальцев, неточной фальцовки и наличия шлейфа в 2-4 раза меньше (в зависимости от числа сгибов по корешку и верному краю) общей толщины листов тетрадей.
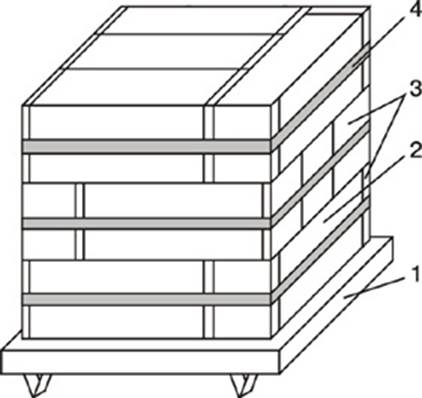
После укладки стопы тетради тщательно приталкиваются к наклонному столу и стенке пресса. Чтобы не повредить тетради обвязочным ремнем, на крайние тетради укладывают форматные жесткие пластмассовые, дюралюминиевые или фанерные прокладки толщиной 3-5 мм с вырезом в одном углу, чтобы были видны норма и сигнатура упакованных тетрадей. Применение картонных прокладок недопустимо, так как из-за малой их жесткости не обеспечивается равномерное обжатие стопы и происходит смятие крайних тетрадей, часть которых нередко отходит в брак. После кратковременно го обжима при давлении порядка 200-400 кПа (2-4 кгс/см2) стопу скрепляют ремнем с металлической кольцевой пряжкой, подсовывают под ремень на прокладку ярлык с указанием наименования заказа, номера тетради и фамилии (или именного номера) исполнителя и укладывают пачку на поддон. Укладка пачек на поддоне должна производиться так, чтобы передние кромки тетрадей были внутри штабеля, с соблюдением принципа кирпичной кладки, чтобы пачки не рассыпались при максимальной высоте штабеля, равной 2,0 м (рис. 3.12).
|
|
|
Рис. 3.12. Схема укладки опрессованных пачек тетрадей на поддон: 1 — поддон; 2 — тетради; 3 — прокладки; 4 — ремни |
Прессование, упаковка и укладка пачек на поддон с использованием паковально-обжимных прессов требует значительных физических нагрузок, поэтому на крупных полиграфических предприятиях используют полуавтоматические паковально-обжимные устройства и автоматическое оборудование. На рулонных книжно-журнальных печатных машинах Рыбинского ЗПМ (Россия) использую т полуавтоматические горизонтальные пресс-приемки, в которых автоматизированы формирование и прессование стопы, но обвязка и укладка пачек на поддон выполняются вручную. В 80-х гг. фирмы-производители печатного оборудования стали оснащать рулонные машины автоматическими пресс-приемниками, на которых опрессованная стопа обандероливается широкой полипропиленовой лентой, концы которой скрепляются термосваркой.
Частично или комплексно автоматизирована обработка продукции листовых печатных машин: современные фальцевальные машины могут укомплектовываться секциями или самостоятельными автоматами для прессования сфальцованных тетрадей, стопоукладчиками и автоматами для формирования, прессования и обандероливания стопы (например, прессекции PS и РС и автоматы HSB34, РАS66, ASB33 фирмы «Шталь» Германия). Благодаря большой силе прессования (5 кН, 500 кгс) высота стопы после обжима и обандероливания на автомате ASB33, в зависимости от объемной массы бумаги, формата тетрадей и первоначальной высоты стопы, уменьшается на 5-33%. Применение повышенного давления при прессовании и автоматического обандероливания, фиксирующего деформации стопы, полученные при прессовании, позволило значительно повысить качество опрессованных тетрадей. Однако ручной труд при укладке опрессованных пачек на поддон сохраняется.
3.4.2. Оценка качества прессования
В процессе обвязки или перед укладкой на поддон пачки опрессованных тетрадей необходимо проконтролировать по следующим показателям качества: контрольной высоте пачек, точности выравнивания корешковых фальцев, а у тетрадей со шлейфом — и отсутствию повреждений и деформаций шлейфов. Контрольная высота опрессованных пачек является важнейшим показателем качества при изготовлении книжных изданий, рассчитанных на большой срок службы и (или) интенсивное пользование, поэтому этот показатель рекомендуется контролировать статистическим методом с использованием контрольных карт медиан (см. подразд. 10.3), а измерение высоты пачки — металлической линейкой или рулеткой с упором, фиксирующим начало отсчета. Контрольная высота пачек рассчитывается по формуле (3.7), решенной относительно Нс, и устанавливается мастером участка для каждого тиража. Два других показателя качества контролируют визуально.
Контрольная высота пачек, за вычетом толщины прокладок, определяет объективный показатель качества опрессованных тетрадей, книжных блоков, готовых книг и стопы листов, который называют коэффициентом спрессованности Кс. Коэффициент спрессованности — это величина, измеряемая отношением суммарной толщины листов стопы, тетрадей или книжного блока к высоте стопы или толщине блока, освобожденной от действия внешней вилы:
|
|
(3.7) |

где d — толщина бумаги, мм; Нс — высота стопы, мм; Тб — толщина блока с прямым корешком, мм; Ст — число страниц в тетради; n — число тетрадей в стопе или в книжном блоке; rS — поверхностная плотность бумаги, г/м2; rV — плотность бумаги, г/см3.
Толщину бумаги берут из данных лабораторного анализа, а в предварительных технологических расчетах, в курсовом и дипломном проектировании она рассчитывается по формуле
|
|
(3.8) |
Толщину тетрадей, блоков и книг измеряют толщиномером МГУП с погрешностью 1,0 мм через 10 мин после снятия нагрузки, когда релаксационные процессы практически заканчиваются. При определении коэффициента спрессованности важно, чтобы высота стопы, толщина тетради и блока измерялись при малом и равномерно распределенном по их поверхности давлении, для чего их следует накрывать металлической пластиной, обеспечивающей давление около 100 Па (1 гс/см2).
3.4.3. Факторы, влияющие на коэффициент спрессованности тетрадей
Эффект прессования тетрадей после фальцовки зависит от режима прессования (давления, времени, температуры) и таких технологических факторов, как толщина, объемная масса и влажность бумаги, число страниц в тетрадях и высота стопы.
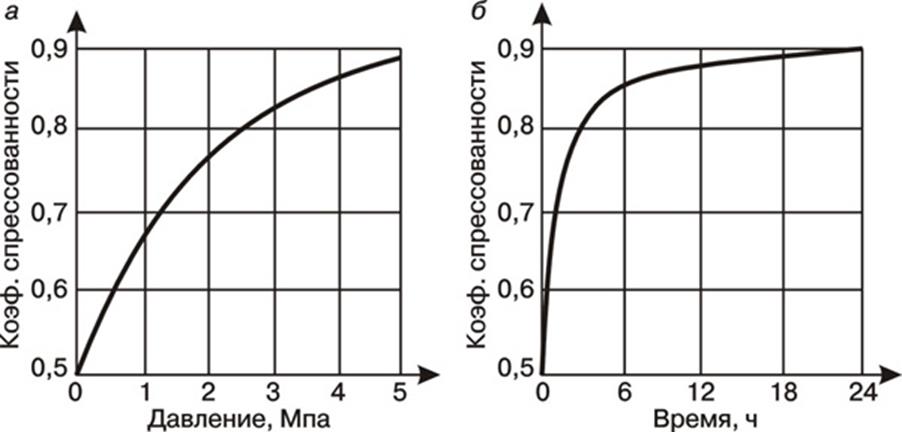
Режим прессования. С увеличением давления и времени прессования коэффициент спрессованности стопы тетрадей возрастает (рис. 3.13).
|
|
|
Рис. 3.13. Зависимость коэффициента спрессованности стопы тетрадей от режима прессования: а— давления; б — времени выдержки опрессованных пачек после обвязки |
Давление и время прессования (время выдержки пачек опрессованных тетрадей в связанном состоянии) — факторы взаимозаместимые: при кратковременном обжиме под большим давлением достигается такой же эффект, что и при длительном воздействии малых нагрузок. Так, при обжиме блоков, корешка блоков и книг после вставки блоков в переплетные крышки на поточных линиях, где важно сокращение цикла обработки, используют первый вариант, обжим же тетрадей, подлежащих длительному хранению на складе полуфабрикатов, и прессование книг после вставки в мелкосерийном производстве целесообразно проводить при малом давлении. На паковально-обжимных прессах сила прессования может достигать 16 кН (1,6 тс), а давление при обжиме тетрадей минимального формата не превышает 1,0 МПа (10 кгс/см2).
Зависимость коэффициента спрессованности Кс от времени
хранения обвязанных пачек (рис. 3.13, б) показывает, что для получения
высоких значений коэффициента спрессованности пачки тетрадей должны находиться
в зажатом состоянии не менее 3-6 ч. С повышением температуры бумаги (при
постоянных давлении и влажности бумаги), особенно после достижения температуры
механического стеклования tм (см. подразд. 1.1.3), энергия
взаимодействия между молекулами и атомами уменьшается, поэтому при приложении
внешней нагрузки деформация твердых тел возрастает, но при прессовании тетрадей
влиянием этого фактора пренебрегают.
Технологические факторы. Толщина бумаги. Относительное утолщение
корешковых сгибов при фальцовке уменьшается при увеличении толщины бумаги и
числа одновременно фальцуемых листов [см. подразд. 3.3.3 и формулу (3.6)].
Поэтому чем больше толщина бумаги и число страниц в тетради (при данном
варианте фальцовки), тем больший коэффициент спрессованности можно получить при
одинаковых режимах прессования. Исследования, проведенные лабораторией
брошюровочно-переплетных процессов ВНИИ полиграфии в 50-х гг., установили
четкую зависимость коэффициента («степени») спрессованности опрессованных
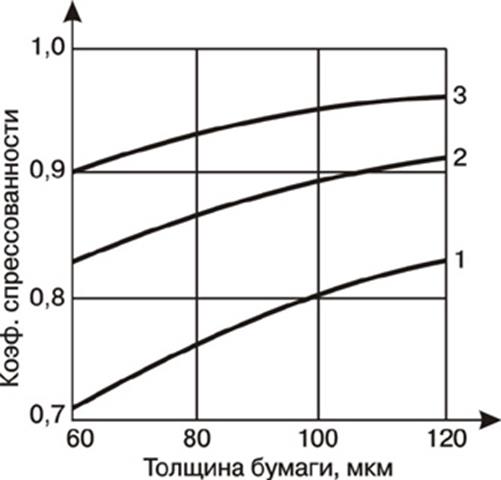
тетрадей от толщины бумаги и числа страниц в тетрадях. Рекомендуемые числовые
значения контрольной высоты пачек тетрадей после их прессования на
паковально-обжимных прессах представлены на рис. 3.14 кривыми 1 и 2.
|
|
|
Рис. 3.14. Зависимость усредненных значений коэффициентов спрессованности тетрадей от толщины бумаги: 1 и 2 — по данным ТИ-56 для 16- и 32-страничных тетрадей соответственно; 3 — по данным замеров в 1980-1997 гг. |
С увеличением высоты стопы и объемной массы бумаги возрастает число элементов надмолекулярной структуры и элементарных частиц в единице объема, противодействующих внешнему силовому воздействию, поэтому для получения требуемого коэффициента спрессованности давление прессования должно возрастать. Однако высокое значение объемной массы (более 0,95 г/см3) характерно для бумаги с большим содержанием наполнителей — мелованной и для глубокой печати, которые после прессования тетрадей под большим давлением теряют до 50% прочности на растяжение. При давлении прессования порядка 50-75 кПа (0,5-0,75 кгс/см2), которое применялось на паковально-обжимных прессах первого поколения, увеличение числа страниц в тетрадях вдвое давало прирост коэффициента спрессованности в среднем на 0,12-0,08 в зависимости от толщины бумаги.
В настоящее время благодаря успехам машиностроителей и совершенствованию
технологии фальцовки и прессования тетрадей (в частности, за счет повышения
давления в фальцваликах и 4-5-кратного повышения давления прессования тетрадей)
реальные значения коэффициентов спрессованности тетрадей удалось значительно
увеличить (см. кривую 3 на рис. 3.14). Эта кривая — результат обработки
результатов обширных исследований, проведенных в 1980-1997 гг. в типографиях и
полиграфических комбинатах Москвы, Саратова и Твери дипломниками МГУП и МИПК
под руководством автора. Исследования проводились с использованием методики
статистического контроля качества продукции, причем при обработке данных
зависимость коэффициента спрессованности от числа страниц в тетрадях не
прослеживалась, во всяком случае она лежит в пределах ошибки измерений и
колебаний деформационных свойств бумаг с разными композицией, объемной массой,
видом отделки, степенью проклейки и т.д. На основе этих данных составлена табл.
3.1, поскольку рекомендуемые технологическими инструкциями выпусков 1963, 1969
и 1982 гг. значения контрольной высоты пачек тетрадей после прессования и
обвязки не корректны, так как были получены из значений коэффициентов
спрессованности, равных 1,0 и 1,1, которые возможны при давлениях, на один-два
порядка больших, на прессах для обжима корешка блоков и прессах тяжелого типа,
снятых с производства в 60-х гг.
Таблица 3.1
|
Контрольная высота пачек тетрадей после прессования и упаковки |
|
|
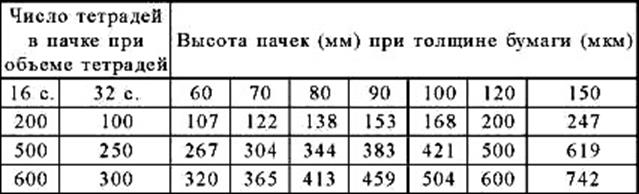
Допуск: плюсовой, от 3 до 20 мм в зависимости от высоты стопы и объемной массы бумаги.
3.4.4. Сущность явлений при прессовании тетрадей
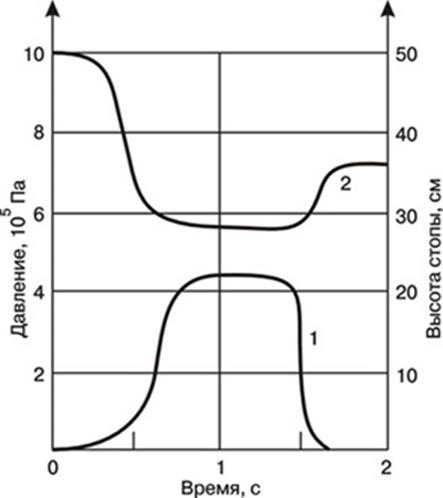
Коэффициент спрессованности стопы ненагруженных листов и тетрадей значительно меньше единицы (Кс < 1) из-за утолщений в фальцах, воздушных прослоек между листами, шероховатой и волнообразной поверхности листов, соприкасающихся лишь в отдельных точках. По мере нагружения стопы поверхность листов распрямляется, становится более плоской, воздух из пространства между листами постепенно вытесняется, внутренние напряжения возрастают, высота стопы уменьшается (рис. 3.15), а коэффициент спрессованности увеличивается.
|
|
|
Рис. 3.15. Осциллограмма прессования стопы тетрадей: 1 — давление; 2 — высота стопы |
Высота стопы несфальцованных листов при малых давлениях всегда меньше высоты стопы тетрадей, но при так называемом критическом давлении ркр высота стопы тетрадей становится равной высоте стопы листов и суммарной их толщине, измеренной при таком же давлении. При давлении ниже критического неплотная структура (НС) листов и тетрадей характеризуется изгибно-крутильными деформация ми; при критическом и большем давлении листы и тетради имеют плотную структуру (ПС), для которой характерна деформация сжатия.
Для получения заметных остаточных деформаций и увеличения коэффициента спрессованности плотной структуры требуются значительные давления. Критическое давление зависит от композиции (номера), объемной массы и вида отделки бумаги и колеблется в пределах от 150 до 200 кПа (1,5-2,0 кгс/см2), если толщина бумаги измеряется при стандартном давлении 98 кПа (1 кгс/см2).
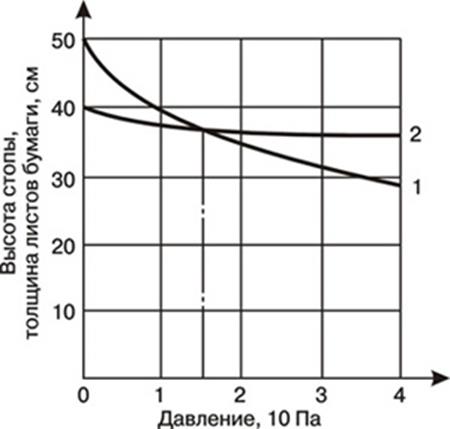
В процессе обжима тетрадей, уложенных корешками и верхними краями в одну сторону между двумя плоскопараллельны ми плитами, наибольшее напряжение возникает в местах утолщения фальцев, благодаря чему в них быстрее протекают релаксационные процессы и образуется плотно обжатый и стойкий сгиб. По мере возрастания давления прессования контакт между листами становится более плотным, толщина листов постепенно уменьшается вследствие уплотнения структуры бумаги и вытеснения воздуха, находящегося во впадинах поверхности и во всем объеме бумаги (рис. 3.16). Объем воздуха в печатной бумаге зависит от ее вида, номера (композиции), способа отделки, зольности и колеблется в пределах от 60% у газетной до 30% у мелованной бумаги [29].
|
|
|
Рис. 3.16. Зависимость высоты стопы тетрадей и суммарной толщины листов от давления: 1 — тетради; 2 — листы |
Благодаря упругим свойствам бумаги относительное уменьшение толщины листов по сравнению с уменьшением высоты стопы незначительно и становится заметным при очень больших давлениях [около 25 МПа (250 кгс/см2)], при которых толщина листов после снятия нагрузки уменьшается всего на 2,5-5,9%, тогда как высота стопы — на 31-44%. Давление 25 МПа следует считать предельно допустимым для запечатанной бумаги, так как при большем давлении поверхностные волокна бумаги начинают внедряться в пространство между волокнами соседних листов, поэтому листы слипаются, снижается гладкость бумаги. При давлении, равном критическому, коэффициент спрессованности стопы достигает значения Кс = 1,0, а при большем давлении становится большим единицы, достигая значений 1,10-1,20 при предельно допустимом давлении. В процессе прессования тетрадей при давлении 0,2-0,4 МПа (2-4 кгс/см2) коэффициент спрессован ности обычно не превышает 0,96. При обжиме корешка книжных блоков до и после заклейки и сушки и давлении порядка 4 МПа коэффициент спрессованности может быть в пределах 1,0 -1,1 в зависимости от влажности и температуры корешковой зоны.
3.4.5. Складирование тетрадей
Хранение опрессованных и упакованных тетрадей на поддонах — традиционный способ для отечественных крупных типографий, но он не единственно возможный и оптимальный в полиграфическом производстве. Серьезный недостаток этого способа складирования и транспортировки полуфабрикатов — необходимость перевалочных операций и тяжелого физического труда при укладке пачек на поддон, отправке тележки с груженым поддоном на склад полуфабрикатов и со склада на последующие операции, загрузке самонакладов форзацприклеечных и подборочных машин и вкладочно-швейно-резальных агрегатов.
На зарубежных полиграфических предприятиях для перевалочных операций и хранения успешно применяются подвижные, на малых колесах, фуры с высокими стенками и откидными полками, которые легко передвигаются по ровному и гладкому полу. При высоком качестве фальцовки тетрадей и односгибных деталей этот вариант складирования может быть с успехом использован на малых и средних полиграфических предприятиях России. Для крупных журнальных и газетных типографий специалисты фирмы «Мюллер — Мартини» (Швейцария) разработали две системы приемки, складирования и питания тетрадями подборочного оборудования и скоростных вкладочно -швейно-резальных агрегатов. Первая система BSF, названная по аббревиатуре указанных операций (Bundle, Stacker, Feeder), предполагает автоматизированные приемку, прессование, упаковку и укладку на поддон пачек тетрадей большого размера, высотой 1,2 м и массой до 80 кг. Транспортировка поддонов на склад полуфабрикатов и на последующие операции производит ся с помощью электрокаров. Загрузка вкладочно-швейно-ре зальных агрегатов, оборудованных самонакладами горизонталь ного типа и большой емкости, производится с применением робототехники. Другая система, названная «PrintRoll», предусматривает использование приемно-питающих устройств, сматывающих каскад тетрадей, поступающих из фальцаппаратов книжно-журнальных и газетных ротаций, с помощью широкой полимерной ленты в рулоны диаметром до 2,2 м. ПринтРоллы транспортируют также электрокарами, но они не требуют перевалочных работ, так как при изготовлении заказа подсоединяются к вкладочно-швейно-резальным агрегатам и становятся их самонакладами.