2.4. Механические способы отделки
2.4. Механические способы отделкиМеханическими способами отделки листовой печатной продукции называют все способы силового воздействия на полуфабрикаты с целью изменения фактуры и рельефа их поверхности, сопротивления изгибу, размеров и конфигурации, уменьшения прочности на разрыв. Рассматриваемые ниже способы отделки расположены в порядке возрастания степени механического воздействия на бумагу и картон. Технология подрезки и разрезки листов в стопе и все операции механического воздействия на объемные полуфабрикаты рассматриваются в разделах, относящихся к технологии брошюровочно-переплетных процессов. 2.4.1. ГренированиеГренирование — это изменение фактуры или создание определенного рельефа у тонкого рулонного или листового материала и на оттисках. Оно применяется при изготовлении специальных видов бумаги и картона, в производстве упаковки престижных товаров и редко — при изготовлении репродукций и открыток высокого качества. Технология гренирования во многом аналогична технологии конгревного тиснения, но величина рельефа лицевой поверхности материала или оттиска невелика, обычно меньше толщины материала, подвергаемого отделке. В массовом производстве гренированных материалов прессовая пара
представляет собой латунный каландр из двух стальных валов. На поверхность
одного вала регулярный рельефный рисунок наносится электронным гравированием,
травлением Рекомендуемая влажность бумаги и картона в процессе гренирования — 10%. В процессе гренирования регулируются температура, сила прижима и скорость вращения каландра, которые и определяют время силового и теплового воздействия на деформируемый материал. Эти параметры, как и режимы конгревного тиснения (см. подразд. 8.3), определяют качество продукции — внешний вид и сохранность полученного рельефного рисунка. Разновидностью гренирования является воспроизведение фактуры мазка при факсимильном воспроизведении картин масляной живописи. По технологии УкрНИИСВП (Украина) для репродукций, печатаемых в масштабе 1:1, тиснение рельефа выполняется на плоскопечатных машинах с гальваностереоти пов, полученных с каучуковой матрицы. Рельеф мазка на репродукциях, выполненных в уменьшенном масштабе (например, на открытках), воспроизводят с гравированных вручную штампов по обычной технологии конгревного тиснения. |
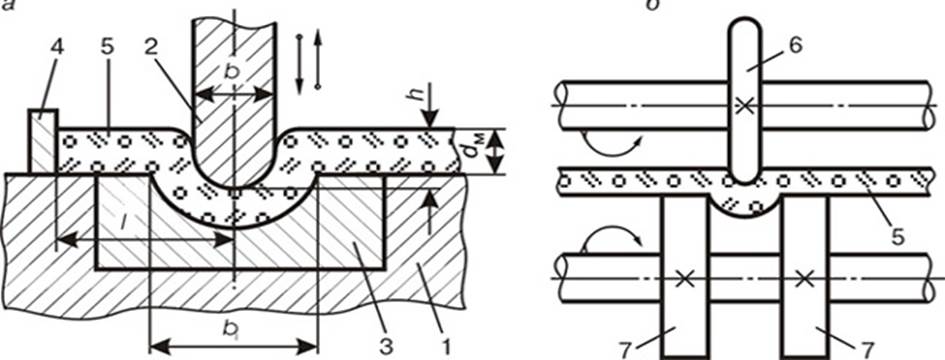
2.4.2. БиговкаБиговка — это нанесение на тонкий (до 3 мм) листовой материал или фальцуемую тетрадь прямых углубленно-выпуклых линий, облегчающих изгиб полуфабриката на последующих операциях. Биговка широко применяется в производстве картонной упаковки и тары, при изготовлении поздравительных от крыток, пригласительных билетов, временных пропусков, а в брошюровочно-переплетных процессах — при изготовлении обложек для книжных и папок для комплектных изданий, картонных переплетных крышек типа 6, папок для различных документов и др. Она необходима в тех случаях, когда из-за большой толщины и жесткости материала и полуфабриката нельзя получить требуемые точность и внешний вид сгиба. Биговка выполняется на универсальных перфорировально -биговальных станках типа 2УПБ-500 (Харьковский ЗПМ, Украина) или в секциях фальцевальных машин. На универсальных станках биговка выполняется плоским тупым ножом и опорной планкой с пазом, а в фальцмашинах — дисковым инструментом и двумя опорными дисками (рис. 2.2). При переналадке биговального станка и биговальных инструментов секций фальцевальной машины регулируются глубина и ширина бига в соответствии с толщиной и прочностными свойствами обрабатываемого материала, а также положение бига или бигов по отношению к его верной кромке. В фальцмашинах при необходимости меняют и толщину дискового ножа: в сменных инструментах фальцмашин предусматривается два комплекта дисковых ножей толщиной 0,8 и 2,0 мм соответст венно для биговки тонких и толстых материалов и тетрадей. В каждом комплекте по четыре ножа, диаметры которых различаются на 0,5 мм, что позволяет изменять глубину бига в пределах 0-2,0 мм. В биговальных станках глубина бига может изменяться плавно ограничением нижнего положения ножа.
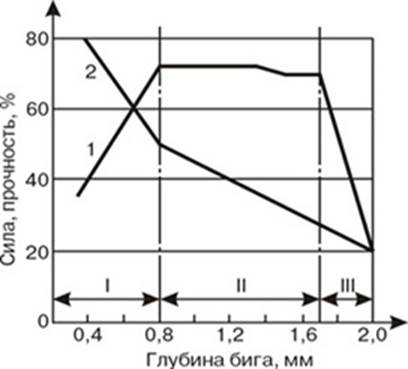
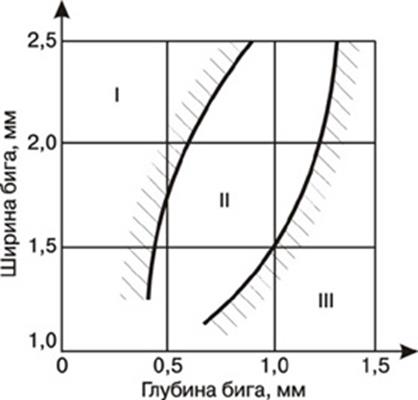
Глубина бига является важнейшим показателем настройки оборудования, так как она определяет внешний вид и прочность полуфабриката и изделия. В процессе биговки биговальный нож с закругленным лезвием продавливает волокнистый материал в паз колодки или в промежутки между ножом и опорными дисками на некоторую глубину; при этом происходит растяжение наружных и сжатие внутренних слоев волокнистого материала. Деформации растяжения и неизбежные деформации сдвига на краях бига приводят к частичному разрыву связей между волокнами, а деформации сжатия — к уплотнению материала. Весь процесс биговки протекает в три стадии (рис. 2.3). На первой стадии плавное нарастание усилия биговки сопровождается пропорциональным увеличением плотности и прочности материала на разрыв и уменьшением прочности на изгиб. На второй стадии при незначительном изменении прилагаемой нагрузки прочность материала на разрыв стабилизируется, а скорость падения прочности на изгиб в 2,5_3 раза уменьшает ся. Для третьей стадии характерно быстрое падение прочности материала на растяжение при относительно малых нагрузках. При малой глубине бига изгибание полуфабриката под прямым углом приводит к разрыву наружных слоев на выпуклой стороне бига, а при избыточной глубине — к разрывам на внутренней его стороне (области I и III на рис. 2.4). Оптимальные значения глубины бига соответствуют второй стадии биговки, когда разрыва поверхностных слоев бига при изгибе полуфабри ката не происходит, а прочность материала на разрыв и изгиб стабильна и выше первоначальной. У малопрочного картона второй стадии биговки может и не быть: если участок стабильной прочности материала отсутствует, то получить продукцию без разрушения поверхностных слоев бига невозможно.
Пригодность картона для биговки можно определить по значению коэффициента kпб:
где hв — наибольшая глубина бига, при которой не разрушается его внутренняя поверхность при изгибе полуфабриката на 90°; hн — наименьшая глубина бига, при которой не разрушается его наружная поверхность, мм; dм — толщина материала, мм.
Продукцию высокого качества можно получить при значения kпв = 0,30¸0,60. При меньших его значениях вероятность выпуска дефектной продукции резко возрастает [6]. Ширина паза биговальной колодки и расстояние между опорными дисками bп должны быть больше толщины биговального ножа по крайней мере на толщину материала, если его пористость не менее 50%. Однако большие сдвиговые деформации на краях бига в процессе биговки при малых зазорах между ножом и краями опор могут привести к резкому падению прочности и даже к разрушению полуфабриката. Оптимальным считается зазор, соответствующий относительной деформации сжатия материала порядка 25%, поэтому ширину паза и ширину линии бига устанавливают из соотношения
где dн — толщина ножа, мм; dм — толщина материала, мм. |
2.4.3. Перфорация
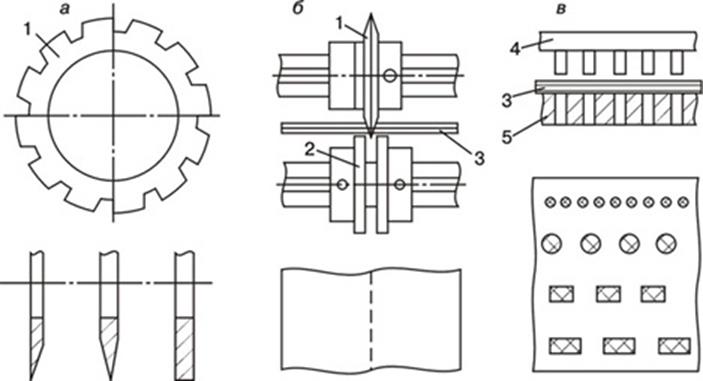
Перфорация — это просечка в малой стопе листов бумаги, тонкого картона, оттисков, в фальцуемой тетради или в книжном блоке, состоящем из отдельных листов (долей), цепочки расположенных на одной линии и близко друг от друга щелеообразных, круглых или прямоугольных отверстий сравнительно небольшого размера. Перфорацию в виде щелеобразных отверстий выполняют в фальцевальных машинах и в фальцаппаратах книжно-журнальных ротаций с целью устранения утолщений на сгибах и диагональных морщин, облегчения выхода воздуха из замкнутых полостей в процессах фальцовки и прессования тетрадей. Она выполняется дисковыми зубчатыми ножами с односторонней или двусторонней заточкой (рис. 2.5, а) с углом заточки соответственно 20° и 30°. Полный комплект дисковых зубчатых ножей позволяет получить щелевые отверстия длиной от 1 до 48 мм с промежутками от 1 до 5 мм.
|
|
|
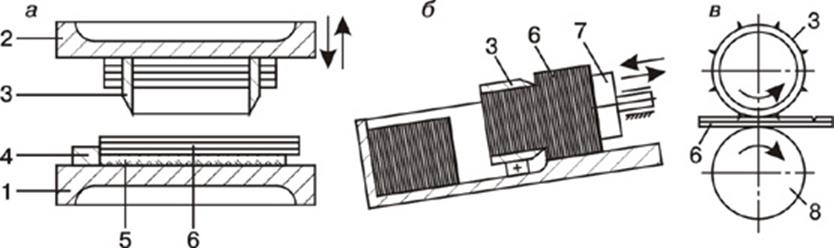
Рис. 2.5. Схемы перфорации: а — дисковые зубчатые ножи и виды их заточки; б — щелевых отверстий в фальцаппаратах; в — фасонных отверстий в перфорационных машинах; 1 — перфорирующий нож; 2 — опорные кольца; 3 — стопа листов, тетрадь или часть блока; 4 — перфорирующая гребенка; 5 — перфорирующая матрица |
Перфорация мелких круглых и щелеообразных отверстий делается для удобства пользования некоторыми видами документов (квитанционными и чековыми книжками), календарями -ежедневниками, марками — для отрыва по мере надобности листа от блока, уголка или марки от листа. Перфорация сравнительно крупных (от 4 до 8 мм) круглых, овальных и прямоугольных отверстий необходима при использовании скрепления блоков спиралями и гребенками в производстве различных изданий книжного типа и беловых товаров.
Перфорацию фасонных отверстий в зависимости от формата листовой продукции и объема производства осуществляют на настольных перфорацион ных станках с ручным приводом, полуавтоматах типа 2УПБ-500 (Харьковский ЗПМ, Украина) и на автоматах АР-600 (фирма «Ренц Машиненбау», Германия) или ЕХ380/610/700 (фирма «Джеймс Берн Интернэшнл», Швеция). Скорость работы автоматов — от 140 до 80 цикл/мин в зависимости от длины обрабатываемых листов (этот определяющий размер, выраженный в мм, указан в трехзначном шифре различных моделей оборудования). За один цикл работы автоматы могут обрабатывать стопку бумаги или картона толщиной до 2,5 мм.
Исполнительными инструментами на перфорационном оборудовании являются перфорирующая гребенка, состоящая из металлического корпуса, в котором закреплено несколько десятков пуансонов, и работающая с ней в паре перфорирующая матрица, пластина со сквозными отверстиями, форма которых с минимальным зазором повторяет форму пуансонов гребенки. В процессе перфорирования перфорирующая матрица неподвижна, а перфорирующая гребенка совершает возвратно-поступательные движения, т.е. используется ножничный принцип реза. В комплекте оборудования имеются сменные перфорирующие инструменты с различной формой, размерами и шагом пробиваемых отверстий.
При смене заказа переналадка оборудования включает следующие операции: 1) замену перфорирующих инструментов; 2) установку или наклейку упора, определяющего положение линии перфорации по отношению к верной кромке листа. При работе на автоматах регулируются передние и боковые упоры, фиксирующие точное положение листа или малой стопы при работе перфорирующей гребенки, положение перфорационного узла относительно передних упоров, а также плоскостапельный самонаклад и приемно-выводное устройство по формату и толщине листов или стопы. Смена перфорирующих инструментов на автоматах длится не более 15 мин, а полная переналадка — 22-32 мин.
Чтобы полнее использовать возможности оборудования, перфорацию следует производить полной приверткой (стопой) с учетом деформационных свойств материала. Число листов Nл, ко торое можно перфорировать одновременно, определяется по формуле
|
|
(2.4) |
где Fм — максимальное усилие, развиваемое оборудованием, Н; t — тангенциальное напряжение (сопротивление срезу) в материале при перфорации, Па; dм — толщина одного листа материала, м; l — длина кромки (периметр) пуансона, м; Nп — число пуансонов, перфорирующих материал.
Сопротивление срезу бумаги и картона в процессе перфорации зависит от их состава по волокну, плотности и влажности материала. При влажности этих материалов, равновесной с нормальными атмосферными условиями, сопротивление срезу изменяется в пределах 25-35 МПа. С увеличением влажности от 0 до 23% сопротивление срезу у бумаги и картона, не содержащих наполнителей, уменьшается по линейному закону, примерно на 9% при увеличении влажности на 5%. С учетом этой закономерности перфорирование картона и бумаги целесообразно производить при их влажности порядка 8-12%.
2.4.4. Высечка
Высечка — это придание печатной продукции, картонным заготовкам, буклетам, книжным изданиям в обложке сложной конфигурации в соответствии с их конструкцией или с замыслом художника. Высечка является обязательной операцией при изготовлении многих видов этикеток, упаковок, картонной тары, игрушек, почтовых конвертов, применяется также в рекламных изданиях и изданиях для детей дошкольного и младшего школьного возраста, изготовляемых по специальному заказу издательства.
Для получения изделий и изданий сложной формы применяют три способа высечки, в которых используют принципы ножевой резки подвижным и неподвижным фигурным ножом и ротационной высечки (рис. 2.6).
Принцип ножевой резки с движущимся возвратно-поступательно фигурным ножом используется в тигельных прессах тяжелого типа. Высекальные прессы тяжелого типа позволяют обрабатывать листовые полуфабрикаты большого формата, различной толщины и жесткости; на прессах с программным управлением штамп после каждого цикла перемещается в новое положение, что позволяет на оттисках располагать несколько десятков одинаковых изображений малого формата. Они универсальны, могут обрабатывать любую продукцию, но скорость их работы невелика, поэтому применяются преимущественно в производстве крупноформатной упаковки и тары.
|
|
|
Рис. 2.6. Схемы высечки: а — ножевой резки; б — неподвижным ножом; в — ротационной. 1 — неподвижная плита; 2 — подвижная плита; 3 — фигурный нож; 4 — упор; 5 — марзан; 6 — полуфабрикат; 7 — толкатель; 8 — опорный вал |
Ножи для ножевой высечки на тигельных прессах изготавливаются из узкой (порядка 25 мм) полосовой высокоуглероди стой стали марки У8 и др. различной твердости: сталь твердостью 60 ед. по Роквеллу используется для ножей с большим радиусом закругления, а твердостью 54 ед. — с малым радиусом закругления. Если высечка делается по периметру заготовки или изделия, то выполняется односторонняя заточка лезвия (одно- или двухгранная, см. рис. 3.4) и нож изгибается по контуру рисунка фаской наружу, в сторону обрезков. При высечке отверстий («окон») лезвие затачивается также с одной стороны, но нож изгибается фаской внутрь, в сторону отсекаемой части заготовки или изделия. Если обе части объекта обработки являются деталями изделия (например, мозаичной головоломки), то заточку лезвия делают двусторонней, двух- или четырехгранной. После гибки концы ножа свариваются, а место сварки обтачивается и шлифуется. Готовый нож крепится в колодке из толстой многослойной фанеры, в которой заранее пропиливается фигурный паз по форме ножа.
При подготовке тигельного высекального пресса к работе на его нижней плите устанавливаются или приклеиваются упоры, обеспечивающие точное совмещение высечки с контуром изображения оттисков, и марзан, обеспечивающий полноту высечки и предотвращающий повреждение кромки лезвия ножа в процессе высечки. Высекальный нож с помощью фанерной колодки крепится к верхней плите пресса с учетом расположения оттиска и картонной заготовки упаковочного материала на его нижней плите. Чтобы обеспечить высокое качество продукции и долгосрочную эксплуатацию дорогого оборудования, высекальный нож следует располагать близ центра приложения силы, которая на тигельных прессах при полной нагрузке составляет несколько МН (десятков тонн-силы).
Принцип ножевой высечки с неподвижным фигурным ножом (рис. 2.5, б) используется в малогабаритных и простых по конструкции полуавтоматах, исполнительные механизмы которых (толкатель с гидравлическим приводом, сквозной фигурный нож, желоба укладки и приемки) располагаются под небольшим, порядка 15°, наклоном к горизонту. Сам принцип продавлива ния стопы заготовок через сквозной нож не позволяет делать ножи сложной конфигурации, поэтому он используется преимущественно в массовом производстве этикеток, карманных календарей и другой продукции прямоугольной формы с закругленными углами. Фигурные ножи изготавливают из более широкой (порядка 100 мм) полосовой стали, а для готовых ножей делаются специальные оправки или к ним привариваются детали, необходимые для надежного крепления к корпусу гидросистемы толкателя или приемного стола.
Простая конструкция прессов с неподвижным ножом требует малого времени на переналадку при смене заказа: необходимы лишь смена ножа и регулировки положения накладного стола и стенки по отношению к ближайшим кромкам лезвия ножа. Производительность высекальных прессов с неподвижным ножом довольно высока: полуавтомат типа ПВЭ-2М Зарайского филиала ГФ «Полиграфресурсы» за один цикл работы обрабатывает стопу высотой 10-12 см, т.е. несколько сотен экземпляров заготовок. К недостаткам этого принципа высечки можно отнести относительную сложность изготовления ножа из широкополосной стали, сравнительно сложную систему его крепления, малые размеры (площадь до 2 дм2) получаемых изделий.
Ротационный принцип высечки (рис. 2.6, в) предполагает использование фигурного ножа, режущая кромка которого расположена на цилиндрической поверхности, и цилиндрической твердой опоры — марзана. Этот принцип требует очень высокой точности изготовления исполнительных инструментов, поэтому ножи делаются из высококачественной калиброванной стали с применением лазерного гравирования на прецизионном оборудовании. Цилиндрические ножи делаются из отрезков тонкостенной трубы или из листовой стали. В последнем случае ножи устанавливаются на цилиндрах, снабженных электромагнитной системой крепления. Ротационная высечка может выполняться на специальном оборудовании или в секциях рулонных машин спец.видов печати. Приводка высечки (совмещение контуров лезвия ножа и многоцветного оттиска) выполняется обычными средствами, используемыми в рулонных печатных машинах, — регистровыми валиками, изменяющими длину пути бумажного полотна от печатной секции до секции высечки, и осевым смещением рулона.
Способ ротационной высечки находит широкое применение в массовом производстве самоклеящихся этикеток, при изготовлении которых высечка делается только на толщину материала этикеток, а защитная антиадгезионная подложка служит своеобразным марзаном для цилиндрического фигурного ножа. Этот способ высечки требует больших затрат на приобретение специального оборудования и изготовление ножей, но высокая производительность, возможность агрегатирования с печатанием и гуммированием оттисков и автоматизации наклейки фигурных этикеток на изделия делают этот способ вполне конкурентоспособным в производстве различных этикеток.