10.1.4. Упаковочное оборудование для МГС-упаковывания
10.1.4. Упаковочное оборудование для МГС-упаковывания
Задачей оборудования для упаковывания в модифицированной газовой среде является помещение пищевых продуктов на термоформуемые или в уже готовые лотки, гибкие сумки или пакеты, изменение состава газовой среды, нанесение верхней покровной пленки (при необходимости), герметизация упаковки и обрезка лишней пленки у готового контейнера. Основные факторы, учитываемые специалистом по упаковке при выборе оборудования для фасования и упаковывания конкретного пищевого продукта, — это форма упаковки, ее внешний вид, производительность фасовочно-упаковочного оборудования, возможность его перенастройки и стоимость. Ниже мы кратко рассмотрим различные виды фасовочно-упаковочного оборудования для МГС-упаковывания.
Для небольших производств обычно используют термоупаковщики, которые, как правило, работают с готовыми пакетами, хотя возможно использование устройств и для производства лотков. Заполненная упаковка помещается в камеру машины, после чего камеру закрывают, вакуумируют и заполняют требуемой газовой средой. Затем упаковку герметизируют термосвариванием, камеру открывают и удаляют из нее упакованные пакеты, после чего цикл повторяют. Обычно это недорогое оборудование требует больших трудозатрат, и хотя работать с ним довольно просто, производительность его сравнительна невелика. Существуют также термоупаковщики для работы с крупными упаковками.
10.1.4.2. Оборудование со всасывающим патрубком
Такое оборудование применяют для наполнения уже сформованных пакетов. Пакеты наполняют и размещают в аппарате, после чего в упаковку вводят патрубок («шноркель»), через который из нее откачивают воздух, создавая вакуум, и закачивают требуемые газы. Затем патрубок вынимают и герметизируют упаковку термосваркой. Такие аппараты предназначены для упаковки типа «пакет-в-коробке», в которую фасуют насыпные изделия, а также для групповой МГС-упаковки нескольких первичных упаковок.
10.1.4.3. Формовочно-фасововочно-укупорочное оборудование
Формовочно-фасовочно-укупорочное оборудование предназначено для формования пакетов из непрерывного рулона пленки или оберточной бумаги, а также для формирования гибких или полужестких лотковых систем, состоящих из термоформуемого лотка с термосвариваемой верхней покровной пленкой. Такое оборудование может иметь модификации для вертикального или горизонтального наполнения — конкретный выбор зависит от фасуемого продукта. Для уже готовых и термоформуемых в линии лотков почти всегда используют горизонтальные аппараты. Ниже мы рассмотрим прежде всего горизонтальные машины для МГС-упаковывания, широко распространенные в пищевой промышленности.
В аппаратах с термоформованием лотков в линии как для формирования самого лотка, так и покровного слоя используется рулонная пленка, которая пропускается через аппарат при помощи зажимов, укрепленных по краю полотна, и проходит через все стадии формирования, фасования, вакуумирования, изменения состава газовой среды, герметизации, обрезки и выгрузки.
Лотки получают путем нагревания рулонной пленки, которая после размягчения прессуется в лоток требуемой формы и размера. Формование нагретого размягченного листа осуществляется с использованием вакуума, давления, механической вытяжки или их сочетания. Размягченная нагретая пленка обычно втягивается в пресс-форму под действием вакуума, создаваемым путем откачки воздуха через отверстия в основании и в углах пресс-формы, и в результате получаются лотки заданной формы и размеров. Для изготовления более глубоких лотков требуется более равномерное распределение полимера по пресс-форме, что достигается путем предварительного растяжения пленки с использованием механических устройств (вставок), препятствующих чрезмерному утончению стенок контейнера по кромкам и углам основания.
Оснастка пресс-форм составляет значительную часть стоимости формовочно- фасовочно-укупорочного оборудования. Пресс-формы обычно изготавливают из стали или алюминия (последний дешевле, но менее долговечен). Вставки, или надпрессовочная плиты, располагают на основании штампа; они позволяют уменьшить глубину лотков и выпускать их более плоскими. Пленка для собственно лотка и покровного слоя поставляется в рулонах на барабане стандартного диаметра (обычно 3-6 дюйма), что соответствует размерам размоточной системы аппарата для термоформования. Диаметр рулонов составляет обычно 300-1000 мм (с шагом 50 мм).
Термоформуемые лотки получают тремя основными способами.
10.1.4.3.1. Негативное формование
|
Рис. 10.3. Термоформование лотка способом негативного формования (с разрешения фирмы ) |
Способ негативного формования (формование в матрице) используется при работе с гибкими пленками — для жестких материалов существуют ограничения (за исключением неглубоких матриц с хорошо скругленными углами). Негативное формование проводится в две стадии:
|
|
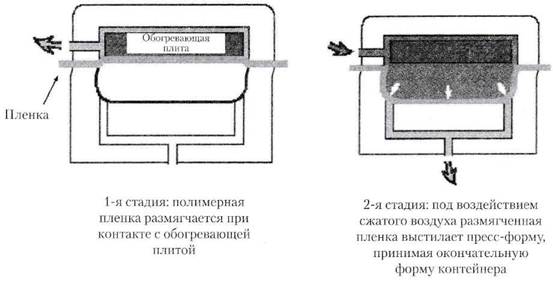
• сжатым воздухом пленка прижимается к обогревающей плите и размягчается; размягченная пленка раздувается сжатым воздухом, проходящим через обогревающую плиту, и выстилает пресс-форму (рис. 10.3).
10.1.4.3.2. Негативное формование с предварительной вытяжкой пуансоном
Метод негативного формования с формованием пуансоном применяют для изготовления глубоких лотков и лотков сложной формы. Чтобы размягченный полимерный материал более равномерно распределялся по форме, его предварительно вытягивают с помощью пуансона. Тем самым обеспечивается необходимая толщина материала в углах лотка (иначе в процессе формования и дальнейшей обработки там могут образовываться отверстия). Данный способ применяется при работе как с гибкими, так и с жесткими материалами, и осуществляется в три стадии:
• пленка размягчается между обогревающими плитами (предварительный нагрев может проводиться в несколько этапов);
• на пленку опускается пуансон, растягивающий ее;
• окончательное формование осуществляется сжатым воздухом, прижимающим пленку к форме (рис. 10.4).
10.1.4.3.3. Позитивное формование с предварительной вытяжкой пуансоном
Метод позитивного формования с предварительной вытяжкой пуансоном используется для изготовления жестких лотков и обеспечивает более точное распределение материала по углам и основанию лотка. Формование осуществляется в три стадии: пленка разогревается между терморегулируемыми плитами;
• пленка предварительно растягивается по основанию формы путем ваккуумирования;